تطرح التصاميم المعقدة للمنتجات تحديات فريدة تتطلب حلولاً تصنيعية قادرة على تحقيق الدقة والاتساق والقابلية للتوسع. ويتجه المهندسون ومطورو المنتجات باستمرار إلى تصنيع بالحقن المخصص عند مواجهة هندسات معقدة، وتسامحات ضيقة، ومتطلبات وظيفية متعددة الجوانب. وينبع هذا التفضيل من مزايا أساسية تعالج الصعوبات الجوهرية المرتبطة بالتصاميم المعقدة — وهي مزايا يصعب على طرق التصنيع البديلة محاكاتها عند مستويات مماثلة من التكلفة والجودة.
لقد تطورت خريطة التصنيع للمكونات المعقدة بشكل كبير، ومع ذلك لا يزال قولبة الحقن المخصصة هي الخيار السائد عبر قطاعات متنوعة تشمل الأجهزة الطبية وأنظمة السيارات. ولفهم سبب احتلال هذه العملية لمكانة بارزة كهذه، يتطلب الأمر تحليل العوامل التقنية والاقتصادية والتشغيلية المحددة التي تجعلها مناسبةً على نحو فريدٍ للتعامل مع التعقيد. وتمتد أسباب التفوق هذه إلى ما هو أبعد من اعتبارات التكلفة البسيطة لتشمل حرية التصميم، ومرونة المواد، وإمكانية التكرار في الإنتاج، وقدرة دمج وظائف متعددة في مكوّن واحد — وهي إمكانياتٌ تعالج مباشرةً المشكلات التي يواجهها المهندسون عند تحويل التصاميم المعقدة إلى منتجات مادية.
حرية التصميم والتعقيد الهندسي القدرات
إعادة إنتاج الهندسة ثلاثية الأبعاد دون أي تنازل
يتفوق صب الحقن المخصص في إعادة إنتاج الأشكال الهندسية ثلاثية الأبعاد المعقدة التي يصعب جدًّا أو يستحيل تحقيقها باستخدام طرق التصنيع الأخرى. وتتضمن هذه العملية حقن البوليمر المصهور تحت ضغط عالٍ في تجاويف قوالب مصنوعة بدقة، مما يسمح للمادة بالتدفق إلى أدق التفاصيل بغض النظر عن درجة التعقيد الهندسي. وبفضل هذه القدرة، يمكن للمهندسين تصميم مكونات تتضمَّن أجزاءً مُستقيمةً (Undercuts)، وقنوات داخلية، وسمك جدران متغير، وميزات مدمجة تتطلب عادةً خطوات تجميع متعددة في الأساليب التقليدية للتصنيع.
ويصبح تصميم القالب نفسه بمثابة المخطط التفصيلي لإدارة التعقيد. ويمكن لصانعي القوالب ذوي الخبرة دمج آليات مثل الإجراءات الجانبية (Side Actions)، والرافعات (Lifters)، والقلوب القابلة للطي (Collapsible Cores)، وغيرها من الآليات التي تتيح إنتاج ميزات تبدو مستحيلة التفكيك هندسيًّا. وهذه الدقة العالية في تصنيع الأدوات تعني أن تصنيع بالحقن المخصص يمكن تحقيق أقسام مجوفة، وقطع تثبيت مُسنَّنة، ووصلات قابلة للقفل بالانحناء (Snap-fit)، ومفاصل مرنة (Living hinges) جميعها ضمن دورة صب واحدة. ويؤدي حرية التصميم التي يتيحها ذلك مباشرةً إلى مكونات أخف وزنًا، وانخفاض متطلبات التجميع، وتحسين الأداء الوظيفي.
تحقيق تحملات ضيقة على الأسطح المعقدة
غالبًا ما تتطلب التصاميم المنتجية المعقدة دقة أبعادية على عدة أسطح وسمات في آنٍ واحد. ويوفِّر الصب الحقني المخصص تحملات قابلة للتكرار تتراوح عادةً بين ±٠٫٠٥ مم و±٠٫١٥ مم، وذلك حسب نوع المادة المختارة وهندسة القطعة. وتظل هذه الدقة متسقةً عبر إنتاج الكميات الكبيرة، لأن القوالب الفولاذية أو الألومنيومية تحتفظ باستقرارها البُعدي خلال مئات الآلاف من دورات التصنيع، شريطة أن تكون مُصمَّمةً بشكلٍ سليمٍ وخاضعةً للصيانة المناسبة.
تصبح القدرة على الاحتفاظ بالتسامحات الضيقة أمرًا بالغ الأهمية بشكل خاص عندما يتعيَّن على الأجزاء المعقدة التداخل مع مكونات أخرى في التجميعات. فعلى سبيل المثال، تُستفيد غلافات الأجهزة الإلكترونية التي تتضمَّن ميزات تثبيت انحنائية دقيقة، والأجهزة الطبية التي تتطلَّب مسارات سائلة دقيقة جدًّا، والمكونات Automobile التي تحتاج إلى محاذاة محددة، جميعها من الاتساق البُعدي الذي توفره عملية الحقن المخصصة. وتؤدي هذه القدرة على التحكم في التسامحات إلى الحدِّ من مشكلات الجودة في المراحل اللاحقة، وتقليل معدلات الرفض، وضمان أداء التصاميم المعقدة وفقًا للوظيفة المقصودة منها دون الحاجة إلى عمليات معالجة لاحقة أو تعديلات موسَّعة.
دمج وظائف متعددة في مكوِّن واحد
واحدة من أكثر الأسباب إقناعًا لملاءمة صب الحقن المخصص للتصاميم المعقدة هي قدرته على دمج الوظائف. فبدلًا من إنشاء تجميعات من أجزاء بسيطة متعددة، يمكن للمهندسين دمج الوظائف في مكونات مصبوبة واحدة. ويؤدي هذا الدمج إلى خفض عدد الأجزاء، وإلغاء الحاجة إلى العناصر الواصلة (مثل البراغي والمسامير)، وتقليل وقت التجميع، وإزالة نقاط الفشل المحتملة المرتبطة بالوصلات والاتصالات.
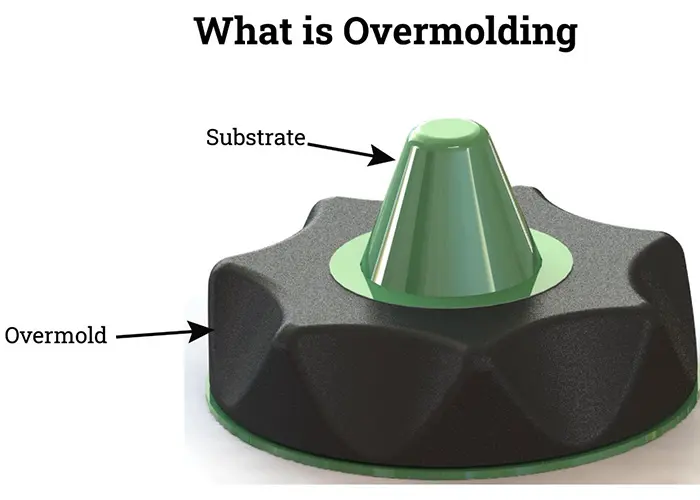
يمكن للأجزاء المصبوبة المعقدة أن تتضمن في آنٍ واحد عناصر تثبيت، وميزات محاذاة، وقنوات لتوجيه الكابلات، وأسطح إغلاق محكمة، وتفاصيل جمالية. كما يسمح هذه العملية بصب الإضافي (Over-molding)، حيث تُصبّ عدة مواد بشكل متسلسل لإنشاء مقابض ناعمة الملمس على هياكل صلبة، أو بصب الإدخال (Insert molding)، حيث تُغلف المكونات المعدنية داخل غلاف بلاستيكي. وتتيح هذه القدرات المتعددة المواد تحقيق مستويات من التعقيد يصعب أو يستحيل تحقيقها بتكلفة معقولة باستخدام الأساليب القائمة على التجميع.
تنوّع المواد لتلبية المتطلبات الأداء المعقدة
اختيار متقدم للبوليمرات لملفات الخصائص المحددة
عادةً ما تتطلب التصاميم المعقدة للمنتجات خصائص أداء مادية محددة—مثل مقاومة المواد الكيميائية، والاستقرار الحراري، والمتانة الميكانيكية، والخصائص الكهربائية، أو التوافق الحيوي. وتتيح عملية الحقن المخصصة استخدام نطاق واسعٍ استثنائي من المواد البلاستيكية الحرارية، حيث تتميز كل منها بملف خصائص فريد يمكن مطابقته بدقة مع متطلبات التطبيق. كما تُعالَج البوليمرات الهندسية مثل البولي كربونات، وABS، والنايلون، وبولي البروبيلين، والمواد المتخصصة مثل PEEK أو المطاط السيليكوني السائل بكفاءة عالية عبر أنظمة الحقن.
هذا التنوع في المواد يعني أن التصاميم المعقدة لا تتطلب أي تنازل بين الهندسة والأداء. ويمكن صب مكوّن جهاز طبي من مواد معتمدة وفقًا للفئة السادسة من معايير USP مع الحفاظ على الميزات الداخلية الدقيقة لإدارة السوائل. كما يمكن استخدام النايلون الممتلئ بالزجاج في غلاف مستشعر للسيارات لتحقيق ثبات أبعادي تحت ظروف التغير الحراري، مع دمج ميزات تثبيت دقيقة لتجميع المكوّن. ويمثّل القدرة على اختيار المواد استنادًا إلى متطلبات الاستخدام النهائي بدلًا من القيود التصنيعية ميزةً كبيرةً في التطبيقات المعقدة.
القدرات على الصب المتعدد المواد والصب المتعدد الألوان
تتطلب العديد من المنتجات المعقدة خصائص مختلفة للمواد في مناطق مختلفة من نفس المكوّن. وتُعالج الصب بالحقن المخصص هذه الحاجة من خلال تقنيات متقدمة مثل الصب ثنائي الإطلاق (Two-shot Molding)، والصب التغطي (Over-molding)، وعمليات الحقن المشترك (Co-injection). وتتيح هذه الأساليب دمج مواد صلبة ومرنة، أو أقسام شفافة وغير شفافة، أو مناطق موصلة وعازلة داخل جزء واحد دون الحاجة إلى عمليات تجميع.
إن عملية التشكيل المزدوج (Two-shot molding) على وجه الخصوص أصبحت أكثر أهميةً بشكل متزايدٍ للتصاميم المعقدة. وتتكوّن هذه العملية من تشكيل ركيزة أولية، ثم تدويرها أو إعادة وضعها في القالب لحقن مادة ثانية. ويؤدي ذلك إلى إنشاء روابط ميكانيكية دائمة، وأحيانًا روابط كيميائية، بين المواد، ما يُنتج مكونات تتميّز بخصائص تدرّجية أو مناطق وظيفية مُميَّزة. وتشمل التطبيقات أجهزة الإلكترونيات الاستهلاكية التي تتضمّن أزرارًا ناعمة الملمس مدمجة في أغلفة صلبة، وكذلك مكونات الواجهة الداخلية للسيارات التي تجمع بين العناصر الإنشائية والأسطح الجمالية. وبما أن هذه التركيبات المعقدة من المواد لا تتطلّب عمليات تجميع ثانوية، فإن ذلك يؤدي إلى خفض التكاليف مع تحسين الموثوقية.
التدعيم والتعديل الإضافيان
غالبًا ما تواجه التصاميم المعقدة متطلبات متعارضة—مثل خفة الوزن مقابل المتانة الإنشائية، أو الكفاءة من حيث التكلفة مقابل الأداء المحسن. وتتيح عملية الحقن المخصصة توظيف تعديلات متنوعة على المواد لحل هذه التعارضات. فتعزيز الألياف الزجاجية يزيد من الصلادة والمتانة دون التأثير بشكل كبير على قابلية القوالب للتشكيل بدقة في الملامح المعقدة. كما أن الحشوات المعدنية تحسّن الاستقرار البُعدي وتقلل تكاليف المواد. أما إضافات مثبِّطات اللهب فتوفر الامتثال لمتطلبات السلامة دون الحاجة إلى إجراء أي تغييرات في التصميم.
تحافظ هذه التحسينات في المواد على قابلية المعالجة من خلال معدات الحقن المخصصة، مع تحقيق تحسينات في الخصائص التي كانت تتطلب خلاف ذلك استخدام مواد أثقل وأغلى ثمناً أو أساليب تصنيع مختلفة تماماً. ويمكن للمهندسين تحديد مستوى التعزيز المطلوب بدقة، أو نوع الحشوة، أو مجموعة المضافات اللازمة لتحقيق متطلبات الأداء، مع الحفاظ على التعقيد الهندسي الذي تفرضه تصاميمهم. ويمثل هذا المرونة في تركيب المادة سبباً إضافياً يفسّر هيمنة عملية الحقن المخصصة في تصنيع المنتجات المعقدة.
الكفاءة الاقتصادية عند مقياس الإنتاج
استهلاك استثمار القوالب عبر حجم الإنتاج
قد تكون تكلفة الاستثمار الأولي في القوالب المخصصة للحقن البلاستيكي كبيرةً جدًّا، لا سيما بالنسبة للهندسات المعقدة التي تتطلب آليات قوالب متطورة. ومع ذلك، فإن هذه التكلفة المقدَّمة مُسبَقًا تصبح مُجدية اقتصاديًّا عند توزيعها على أحجام إنتاج متوسطة إلى عالية. وبمجرد الانتهاء من القالب، تنخفض تكلفة التصنيع لكل وحدة انخفاضًا كبيرًا مقارنةً بالعمليات البديلة مثل التشغيل الآلي باستخدام ماكينات التحكم العددي (CNC) أو التصنيع الإضافي (Additive Manufacturing)، ما يجعل الحقن البلاستيكي المخصص الخيار الأوفر تكلفةً للأجزاء المعقدة عند الكميات التي تتجاوز عدة آلاف من الوحدات.
بالنسبة للتصاميم المعقدة، تحدث نقطة التحول الاقتصادية غالبًا عند أحجام إنتاج أقل مقارنةً بالقطع البسيطة، لأن تكاليف التصنيع البديلة تظل مرتفعةً بغض النظر عن الكمية. وبذلك تصبح المكونات المعقدة — التي قد تتطلب وقت تشغيل مكثف على الآلات أو عمليات متعددة للتصنيع الإضافي — قابلة اقتصاديًّا للإنتاج عبر صب الحقن المخصص عند أحجام إنتاج معتدلة إلى حدٍ مفاجئ. ويعني كفاءة زمن الدورة — الذي يتراوح عادةً بين ١٥ و٦٠ ثانية تبعًا لحجم القطعة ودرجة تعقيدها — أن حتى الكميات المتوسطة من الإنتاج تحقِّق اقتصاديات وحدة مُرضية.
تخفيض تكاليف العمليات الثانوية وتكاليف التجميع
تتطلب التجميعات المعقدة تقليديًّا مكونات عديدة، وعناصر تثبيت، ولواصق، وعمليات تجميع تتطلّب جهدًا يدويًّا كبيرًا. وتؤدي صبّ الحقن المخصّص إلى تخفيض أو إلغاء العديد من هذه العوامل المُكلِّفة من خلال دمج أجزاء متعددة في مكوّنات واحدة مُصبوبة. وتمتد الآثار الاقتصادية لهذا الأسلوب لتشمل ما هو أبعد من توفير المواد والعمالة، إذ تشمل أيضًا تبسيط إدارة المخزون، وتخفيض متطلبات مراقبة الجودة، وانخفاض تكاليف اللوجستيات المرتبطة بإدارة عدد أقل من المكونات المنفصلة.
عندما تتضمن التصاميم المعقدة وصلات تثبيت انحنائية (Snap-fit)، أو مفاصل مرنة مدمجة (Living hinges)، أو ميزات تثبيت متكاملة مباشرةً في الجزء المُحقن، فإن وقت التجميع ينخفض من دقائق إلى ثوانٍ أو يختفي تمامًا. ويكتسب هذا التخفيض في الجهد العامل أهمية خاصة في بيئات التصنيع التي تتميز بارتفاع أجور العمالة. علاوةً على ذلك، يؤدي إلغاء استخدام الوصلات الميكانيكية إلى القضاء على تكاليف المواد المتكررة، مع تحسين المظهر الجمالي للمنتج وتقليل نقاط الفشل المحتملة. وغالبًا ما يثبت أن إجمالي تكلفة امتلاك المنتجات المعقدة المصنَّعة عبر الحقن المخصص أقل بكثير من البدائل التي تعتمد بشكل كبير على التجميع.
كفاءة استغلال المواد وتقليل الهدر
يُظهر صب الحقن المخصص كفاءة استثنائية في استخدام المواد مقارنةً بطرق التصنيع الطرحية. وتقتصر هذه العملية على استخدام الكمية اللازمة من المادة لتصنيع القطعة نفسها بالإضافة إلى القنوات المغذية (Runners) والفتحات الدخولية (Gates)، والتي تمثّل عادةً أقل من ٢٠٪ من إجمالي استهلاك المواد، بل ويمكن إعادة تدويرها غالبًا داخل عملية الإنتاج. أما بالنسبة للهندسات المعقدة التي تتطلب تشكيلاً دقيقًا واسع النطاق من قوالب صلبة، فإن التوفير في المواد يصبح كبيرًا جدًّا.
تُطبِّق عمليات صب الحقن المخصصة الحديثة أنظمة مغلقة للتعامل مع المواد تقوم مباشرةً بطحن أنظمة القوائم (Runners) والأجزاء المرفوضة وإعادة معالجتها في خط الإنتاج. ويؤدي هذا النهج الدائري إلى تقليل هدر المواد إلى أدنى حدٍّ مع الحفاظ على خصائص المادة بشكلٍ ثابت. وفي حالة البوليمرات الهندسية باهظة الثمن أو المركبات الخاصة، فإن هذه الكفاءة تؤثر تأثيراً مباشراً على الجدوى الاقتصادية للمشروع. وإن الجمع بين إنتاج أقل قدرٍ ممكن من النفايات واستخدام عالٍ للمواد يجعل صب الحقن المخصص خياراً مفضلاً اقتصادياً وبيئياً لإنتاج المكونات المعقدة.
الاتساق في الإنتاج وضمان الجودة
تكرار العملية عبر آلاف الدورات
تتطلب تصاميم المنتجات المعقدة اتساقًا في التصنيع لضمان أداء كل مكوّن بشكلٍ متطابق بغض النظر عن وقت أو مكان إنتاجه. وتتفوق عملية الحقن المخصصة في هذه القابلية للتكرار، لأنها تعمل تحت تحكم حاسوبي دقيق لضغط الحقن وملفات درجات الحرارة ومعدلات التبريد وأزمنة الدورة. وبمجرد تحسين معايير العملية والتحقق من صحتها، فإن آلات الحقن الحديثة تُعيد إنتاج هذه الظروف مع أقل قدر ممكن من التباين عبر دورات الإنتاج التي تمتد لأشهر أو حتى سنوات.
تُظهر هذه الاتساقية قيمةً كبيرةً خاصةً في التصاميم المعقدة التي تتطلب متطلبات وظيفية دقيقة. فالأجهزة الطبية التي تحتاج إلى تركيب دقيق مع الأدوات الجراحية، والغلاف الإلكتروني الذي يتطلب محاذاةً دقيقةً للمكونات الداخلية، وأجزاء السيارات التي تتطلب خصائص تجميعٍ متسقةً — كلُّها تستفيد من قابلية التكرار المتأصلة في عملية صب الحقن المخصصة. وغالبًا ما تتجاوز مؤشرات قدرة العملية (قيم Cpk) التي يمكن تحقيقها عبر الصب الخاضع للرقابة 1.67، مما يدل على أن التباين البُعدي يبقى ضمن حدود المواصفات المحددة حتى في التطبيقات ذات المتطلبات العالية.
المراقبة أثناء العملية ودمج ضبط الجودة
تشمل عمليات صب الحقن المخصصة الحديثة أنظمة رصد متطورة تتعقب المتغيرات الحرجة في العملية بشكلٍ فوري. وتُستخدم أجهزة استشعار ضغط التجويف، وأنظمة مراقبة درجة حرارة الكتلة المنصهرة، والتحقق الآلي من الأبعاد لاكتشاف أي انحرافات قبل أن تؤدي إلى إنتاج قطع معيبة. وفي التصاميم المعقدة التي يتعيّن على عدة خصائص فيها الوفاء بالمواصفات في وقتٍ واحد، تمنع هذه الضوابط النوعية أثناء التصنيع إنتاج المكونات غير المطابقة بدلًا من اكتشافها فقط بعد الانتهاء من التصنيع.
يسمح دمج مراقبة العمليات الإحصائية للمصنّعين بتحديد الاتجاهات التي قد تشير إلى تآكل الأدوات أو تباين المواد أو العوامل البيئية المؤثرة في الجودة. وتضمن جداول الصيانة التنبؤية المستندة إلى بيانات العملية الفعلية خضوع القوالب للصيانة قبل حدوث أي تدهور في الجودة. وتكمن الفائدة الرئيسية لهذا النهج الاستباقي لإدارة الجودة في التصاميم المعقدة، حيث يصعب أو يستحيل إجراء فحص ما بعد الحقن للخصائص الداخلية أو الهندسات التفصيلية. وبما أن قدرات ضمان الجودة المتأصلة في عمليات الحقن المخصص الخاضعة للرقابة تقلل من المخاطر وتضمن الامتثال للمواصفات الصارمة.
إمكانية التتبع والتوثيق للصناعات الخاضعة للتنظيم
تواجه المنتجات المعقدة المستخدمة في التطبيقات الطبية والفضائية والسيارات متطلبات تنظيمية صارمة تتطلب إمكانية التتبع الكامل لعملية التصنيع. وتتكامل عمليات الحقن المخصصة بسلاسة مع أنظمة إدارة الجودة التي توثّق أرقام دفعات المواد، ومعايير العمليات، ونتائج الفحوصات، والظروف البيئية الخاصة بكل دفعة إنتاج. وتضمن هذه القدرة على التوثيق الامتثال لمعايير مثل ISO 13485 وAS9100 وIATF 16949 وغيرها من المعايير الخاصة بالصناعة.
بالنسبة للتصاميم المعقدة التي قد تؤدي فيها عطل المكونات إلى عواقب جسيمة، فإن القدرة على تتبع أي جزءٍ ما إلى ظروف التصنيع المحددة الخاصة به، ودفعة المادة المستخدمة، ونتائج التحقق من الجودة توفر إدارةً أساسيةً للمخاطر. وتلغي أنظمة جمع البيانات الآلية الأخطاء الناتجة عن التوثيق اليدوي، مع إنشاء سجلات رقمية دائمة تدعم عمليات التدقيق التنظيمي ومتطلبات الجودة المفروضة من قِبل العملاء. ويجعل البنية التحتية الناضجة للتتبع المحيطة بعمليات صب الحقن المخصص هذه العمليةَ مناسبةً بشكل خاصٍ للمنتجات المعقدة في الأسواق الخاضعة للتنظيم.
السرعة نحو السوق ومزايا تكرار التصميم
الانتقال السريع من النماذج الأولية إلى الإنتاج
تتطلب التصاميم المعقدة للمنتجات إجراء عملية تحقق من صحتها باستخدام نماذج أولية مادية قبل الانتقال إلى تصنيع الأدوات الإنتاجية النهائية. وتسهِّل أساليب صب الحقن المخصصة الحديثة هذه المرحلة من خلال منهجيات الأدوات السريعة التي تستخدم قوالب ألمنيوم أو أدوات فولاذية من فئة النماذج الأولية، والتي تُنتَج بها أجزاء من مواد تطابق المواد المستخدمة في الإنتاج النهائي. وتسمح هذه الأدوات المؤقتة بالتحقق من صحة التصميم، واختبار مدى تناسق الأجزاء مع بعضها (Fit Testing)، والتقييم الوظيفي باستخدام المكونات المصبوبة فعليًّا، بدلًا من الاعتماد على نماذج أولية مُصنَّعة بعمليات مختلفة قد لا تمثِّل بدقة سلوك الجزء النهائي.
تصبح عملية الانتقال من النموذج الأولي إلى الإنتاج أكثر سلاسة لأن عملية التصنيع تبقى ثابتة—فقط تتغير الأدوات المستخدمة من درجة النموذج الأولي إلى درجة الإنتاج. وتُلغي هذه الاستمرارية حالة عدم اليقين المرتبطة بتغيير طرق التصنيع بين مرحلتي التطوير والإنتاج. ويمكن للمهندسين التحقق من صحة التصاميم المعقدة في ظروف الحقن الفعلية، وتحديد المشكلات المحتملة في التصنيع، وتحسين الأشكال الهندسية لضمان قابليتها للحقن قبل الاستثمار في أدوات الإنتاج المكلفة. ويؤدي هذا الحد من المخاطر إلى تسريع جداول التطوير مع تحسين جودة المنتج النهائي.
تحسين التصميم من خلال تحليل تدفق القوالب
تستفيد التصاميم المعقدة بشكل كبير من أدوات المحاكاة الحاسوبية التي تتوقع كيفية تدفق البلاستيك المنصهر عبر تجاويف القوالب الدقيقة، ومواقع تشكل خطوط اللحام، وكيفية تأثير معدلات التبريد على الاستقرار الأبعادي. وقد أصبح برنامج تحليل Moldflow جزءًا لا يتجزأ من تطوير مشاريع صب الحقن المخصص، ما يسمح للمهندسين باختبار الاختلافات التصميمية افتراضيًّا قبل قص الفولاذ. وبالنسبة للهندسات الهندسية المعقدة، تُحدِّد هذه المحاكاة المشكلات المحتملة مثل احتجاز الهواء، أو عدم اكتمال الملء، أو التشوه، أو علامات الغور التي قد لا تكون واضحة من هندسة CAD وحدها.
تتيح القدرة على تحسين مواقع البوابات وأنظمة القنوات المغذية ومواقع قنوات التبريد وتوزيعات سماكة الجدران بشكل افتراضي توفير وقتٍ ومالٍ كبيرَيْن مقارنةً بالتعديلات التجريبية على القوالب. وتستفيد التصاميم المعقدة بشكل خاص من هذه القدرة، لأن التفاعل بين الخصائص الهندسية وتدفق المادة والإدارة الحرارية يصبح أكثر صعوبةً في التنبؤ به بطريقة بديهية كلما زادت درجة التعقيد. وتحول تحليلات برنامج «مولدفلو» عملية الحقن المخصصة من حرفة تجريبية إلى عملية هندسية قابلة للتنبؤ، مما يقلل من مخاطر التطوير ويُسرّع من إدخال المنتجات المتطورة إلى السوق.
المرونة في إجراء التغييرات التصميمية وتطوير المنتج
ورغم أن قوالب الحقن تمثِّل استثمارات كبيرة، فإن تصميم الأدوات الحديثة يدمج مرونةً تسمح بالتطور المتوقع في التصميم. وتتيح بنية القالب الوحداتي استبدال أقسام التجويف المحددة دون الحاجة إلى إعادة بناء الأدوات بأكملها. كما تُمكِّن التصاميم القائمة على الإدخالات التعديلات الفعّالة من حيث التكلفة على السمات المحلية. وللمنتجات المعقدة التي يحتمل أن تخضع لتحديثات إصدارات أو تنوعات مخصصة حسب السوق، فإن هذه المرونة في الأدوات تمنع حدوث البلى والتقادم وتدعم إدارة دورة حياة المنتج.
يمكن لتخطيط التصميم الاستراتيجي للقوالب أن يستوعب عدة متغيرات من المنتجات من خلال إدخالات تجويف قابلة للتبديل أو تكوينات قوالب عائلية تُنتج عدة أجزاء مرتبطة في دورة صب واحدة. وتبين أن هذه الطريقة ذات قيمة خاصة في خطوط الإنتاج المعقدة، حيث تبقى الوظائف الأساسية ثابتة بينما تختلف الخصائص المحددة حسب شريحة السوق أو متطلبات العميل. وبفضل إمكانية الاستفادة من البنية التحتية المشتركة للقوالب عبر المتغيرات المختلفة للمنتج، تنخفض الاستثمارات الإجمالية في القوالب مع الحفاظ على المزايا التصنيعية التي تجعل الصب بالحقن المخصص الخيار المفضل للتصاميم المعقدة.
الأسئلة الشائعة
ما الذي يجعل الصب بالحقن المخصص أكثر ملاءمةً من الطباعة ثلاثية الأبعاد للتصاميم المعقدة في مرحلة الإنتاج؟
في حين أن الطباعة ثلاثية الأبعاد متفوقة في إعداد النماذج الأولية والإنتاج بكميات منخفضة جدًّا، فإن صب الحقن المخصص يصبح الخيار الأمثل لإنتاج التصاميم المعقدة نظرًا لخصائص المواد ونوعية السطح والاتساق البُعدي والكفاءة التكلفة عند التصنيع على نطاق واسع. فالأجزاء المُصنَّعة بتقنية الحقن تستخدم بوليمرات هندسية من الدرجة الإنتاجية ذات خصائص ميكانيكية مُوثَّقة، واستقرار أمام الأشعة فوق البنفسجية، ومقاومة كيميائية تفوق معظم مواد الطباعة ثلاثية الأبعاد. وتوفِّر هذه العملية تشطيبًا سطحيًّا أملسًا خالٍ من خطوط الطبقات المرئية، وتحافظ على تحملات أكثر دقة عبر جميع العناصر، كما تقلل التكلفة لكل وحدة بشكل كبير بمجرد تجاوز أحجام الإنتاج عدة آلاف من الوحدات. وللتصاميم المعقدة التي تتطلب أداءً وظيفيًّا وليس مجرد التحقق من الشكل الهندسي، يوفِّر صب الحقن المخصص الخصائص المادية والاتساق الذي تتطلبه التطبيقات الإنتاجية.
كيف تؤثر درجة تعقيد القطعة على تكلفة القوالب في عملية صب الحقن المخصص؟
تؤثر تعقيدات القطعة مباشرةً على تكلفة القوالب من خلال عدة عوامل: عدد إجراءات القالب المطلوبة (مثل الانزلاقات، والرافعات، والقلُب القابلة للانهيار)، ودقة تشغيل تجويف القالب، وتقدّم تصميم قنوات التبريد، وعدد التجاويف في القالب. فقد تتطلب قطعة معقَّدة تحتوي على انخفاضات جانبيَّة (Undercuts) إجراءات جانبية تُضاف إلى تكلفة القوالب ببضعة آلاف من الدولارات مقارنةً بقطعة ذات هندسة بسيطة. ومع ذلك، فإن هذا الاستثمار الإضافي في صنع القوالب غالبًا ما يثبت أنه اقتصادي، لأن البديل—أي إنتاج نفس درجة التعقيد عبر تجميع عدة أجزاء أبسط—يترتب عليه تكاليف متكرِّرة إضافية تشمل مكونات إضافية، ومسامير تثبيت، وعمالة، تفوق بسرعة التكلفة المستهلكة من استثمار صنع القوالب عند توزيعها على عدد الوحدات المنتجة. وبشكل عام، تصل معظم الأجزاء المعقدة إلى نقطة التعادل في تكلفة القوالب بين ٥٬٠٠٠ و٢٥٬٠٠٠ وحدة، وذلك حسب الهندسة المحددة للقطعة والخيارات البديلة لتصنيعها.
هل يمكن لعملية الحقن التصنيعي المخصصة التعامل مع التغييرات التصميمية بعد إنجاز القالب؟
تعتمد جدوى التغييرات التصميمية وتكاليفها بعد إنشاء القالب بشكل كبير على نوع التعديل المطلوب تحديدًا. ويُعد إضافة مادة (مثل إنشاء تجاويف أو تقليل حجم العناصر) أمرًا سهلًا عمومًا، لأن ذلك يتطلب إزالة الفولاذ من تجويف القالب عبر عمليات تشغيل إضافية أو الـ EDM . أما إزالة المادة من القطعة (مثل إضافة بروزات أو زيادة حجم العناصر) فهي أصعب بكثير، لأنها تتطلب إضافة فولاذ إلى القالب، غالبًا عن طريق اللحام ثم إعادة التشغيل، وهي عملية مكلفة وقد تُضعف متانة القالب على المدى الطويل. ويمكن للتصميم الاستراتيجي للقالب أن يتنبّأ بالتعديلات المحتملة من خلال إنشاء العناصر في البداية بحجم أكبر قليلًا مع تحديد مناطق آمنة للفولاذ مسبقًا. أما بالنسبة للتصاميم المعقدة التي يحتمل أن تتطور، فإن استخدام بناء قوالب وحدوية (Modular) مع إدخالات قابلة للاستبدال يوفّر مرونةً فعّالة من حيث التكلفة عند إجراء التعديلات. ويتعاون مصممو القوالب ذوي الخبرة مع مهندسي المنتجات أثناء المرحلة التصميمية الأولية لدمج درجة مناسبة من المرونة في الأدوات بما يتوافق مع التطورات المتوقعة للمنتج.
لماذا تُفضِّل قطاعات الأجهزة الطبية والسيارات الصبَّ بالحقن المخصص لمكوناتها المعقدة؟
تفضّل هذه الصناعات الخاضعة للتنظيم التشكيل بالحقن المخصص للمكونات المعقدة، لأن هذه العملية توفر تكرارًا مُوثَّقًا، وقابليةً كاملةً للتتبع، وموثوقيةً مثبتةً تلبّي المتطلبات التنظيمية والسلامة الصارمة. ويحتاج مصنعو الأجهزة الطبية إلى مواد حيوية التوافق مع خصائص موثَّقة، وتوافقٍ مع عمليات التعقيم، وأداءٍ ثابتٍ عبر ملايين الوحدات — وهي قدراتٌ يوفّرها التشكيل بالحقن المخصص من خلال بروتوكولات التوثيق الراسخة. أما التطبيقات في قطاع السيارات فتتطلب مكوناتٍ تتحمّل التغيرات الحرارية، والتعرّض للمواد الكيميائية، والإجهاد الميكانيكي، مع الحفاظ على أبعاد دقيقة لتلبية متطلبات التشغيل الآلي للتجميع؛ وهي شروطٌ تتماشى تمامًا مع تنوع المواد وثبات الأبعاد الذي يوفّره التشكيل بالحقن. وكلا القطاعين يستفيدان من نظم إدارة الجودة الناضجة، وأدوات تحليل حالات الفشل، والبنية التحتية لسلاسل التوريد التي تطوّرت حول التشكيل بالحقن المخصص على مدى عقود، مما يقلّل من مخاطر التأهيل للمكونات المعقدة الحرجة من حيث السلامة.
Table of Contents
- حرية التصميم والتعقيد الهندسي القدرات
- تنوّع المواد لتلبية المتطلبات الأداء المعقدة
- الكفاءة الاقتصادية عند مقياس الإنتاج
- الاتساق في الإنتاج وضمان الجودة
- السرعة نحو السوق ومزايا تكرار التصميم
-
الأسئلة الشائعة
- ما الذي يجعل الصب بالحقن المخصص أكثر ملاءمةً من الطباعة ثلاثية الأبعاد للتصاميم المعقدة في مرحلة الإنتاج؟
- كيف تؤثر درجة تعقيد القطعة على تكلفة القوالب في عملية صب الحقن المخصص؟
- هل يمكن لعملية الحقن التصنيعي المخصصة التعامل مع التغييرات التصميمية بعد إنجاز القالب؟
- لماذا تُفضِّل قطاعات الأجهزة الطبية والسيارات الصبَّ بالحقن المخصص لمكوناتها المعقدة؟
