
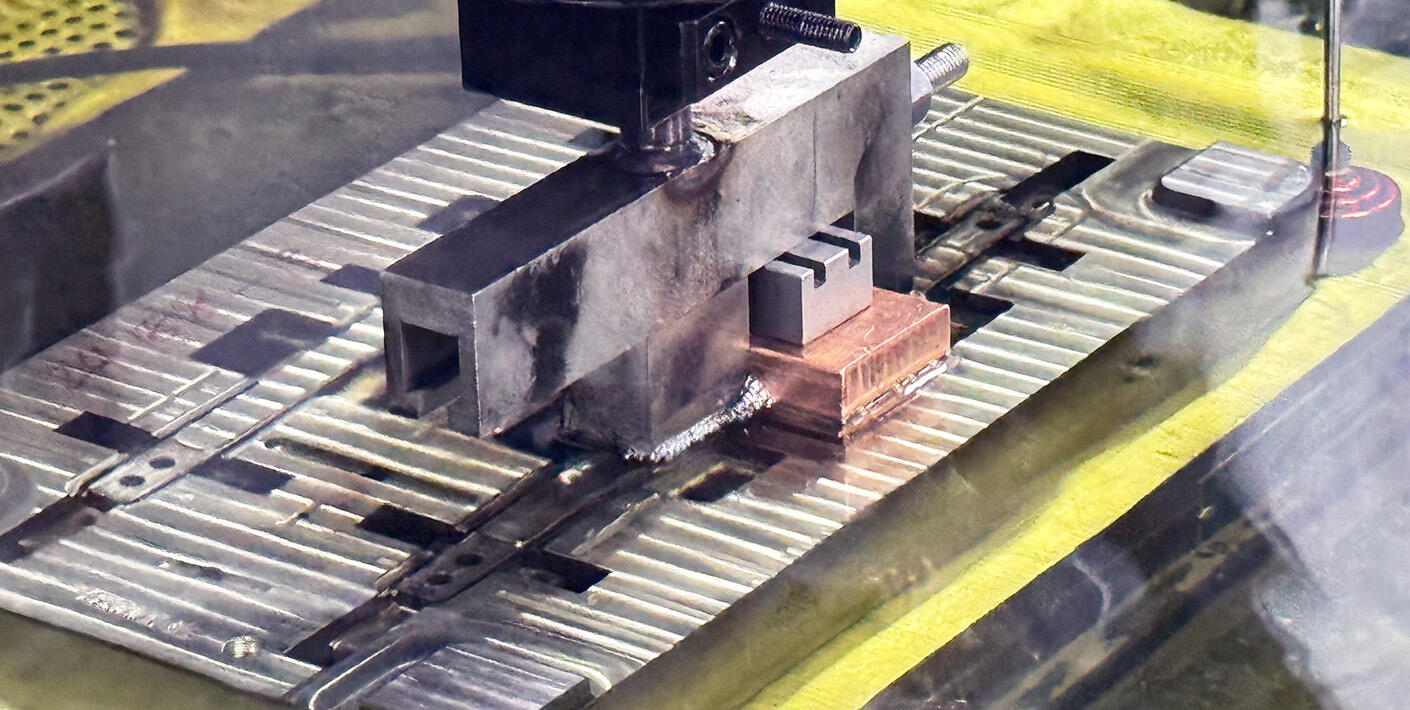
Traitement de formation par électro-étincelage
Il s'agit de l'EDM le plus fondamental
méthode d’usinage. Grâce
à la décharge impulsionnelle entre
l’électrode et la
pièce à usiner, la température
élevée générée pendant la
décharge permet de faire fondre,
vaporiser, voire éjecter le
matériau de la pièce à usiner, afin de
atteindre l'objectif de
supprimer le matériau et
former la forme souhaitée.
Cette méthode est particulièrement
adaptée à l'usinage des cavités
de moule, des noyaux et autres
pièces présentant des formes complexes,
ainsi que des matériaux à haute dureté
tels que les carbures frittés
et les aciers trempés
qui sont difficiles à traiter
avec des méthodes mécaniques traditionnelles
de traitement.
