製造業の意思決定者は、品質・スピード・経済的効率のバランスを取る生産手法を常に模索しています。 オーダーメイドの注射型 自動車、医療機器、民生用電子機器、産業機器に至るまで、さまざまな産業分野において、この製造手法は支配的なソリューションとして台頭してきました。本製造プロセスに内在する特定のコスト優位性を理解することで、企業は根拠に基づいた投資判断を行い、生産戦略を最適化することが可能になります。経済的メリットは単一ユニット当たりの価格という単純な観点をはるかに超えており、金型の耐久性、材料効率、人件費削減、および生産ライフサイクル全体にわたって複利的に作用するスケーラビリティの優位性など、多岐にわたります。
カスタム射出成形のコストパフォーマンスは、生産数量および納期が事業目標と一致する場合に測定可能な投資収益率(ROI)を生み出す、複数の相互関連する要因に由来します。単位コストが生産数量に関係なく比較的一定となる多くの製造プロセスとは異なり、この方法では生産数量の増加に伴い、コストが劇的に削減されます。初期の金型製作費用は、数千点あるいは数百万点の部品にわたり償却され、また自動化により継続的な人件費が最小限に抑えられ、精密な工程制御によって材料ロスも極めて低水準に抑制されます。生産手法を検討中の企業にとって、こうした特定のコスト要因を検討することにより、中~大量生産向けの製造要件において、なぜカスタム射出成形が一貫して優れた経済的パフォーマンスを発揮するのかが明らかになります。
金型投資および償却の経済性
初期金型開発費用の理解
カスタム射出成形用金型の初期投資は、参入における最も大きな障壁を表していますが、同時に長期的なコスト効率性の基盤も築きます。高品質な量産用金型は、硬化鋼またはアルミニウム合金から精密加工された工具であり、数十万回から数百万回に及ぶ射出成形サイクルに耐えられるよう設計されています。試作用または少量生産用の金型は数千ドル程度で製造可能ですが、複雑な形状に対応する量産用金型は、部品の複雑さ、キャビティ数、材料要件に応じて、1万5,000ドルから10万ドル以上という多額の投資を要します。この大幅な初期費用には、適切な原価償却を確保するために、慎重な生産数量分析が不可欠です。
金型コストと部品生産数量の関係は、カスタム射出成形が代替製造方法に対して経済的に優位になるタイミングを決定する重要な損益分岐点計算を生み出します。生産数量が1万個を超える場合、単一部品当たりの金型コストは、通常、積層造形(アディティブ・マニュファクチャリング)やCNC切削加工が経済的に競合できる水準を下回ります。5万ドルの金型は、10万個生産した場合に単一部品当たりの金型コストが50セントとなりますが、100万個生産した場合にはわずか5セントにまで低下します。この著しいコスト低減曲線により、 オーダーメイドの注射型 予測される生産数量が増加するにつれて、その経済的メリットはさらに高まり、既に市場需要が確立されている製品にとって非常に魅力的なコスト構造が実現します。
金型の耐久性および多世代生産における価値
適切に保守管理された成形金型は、単一の生産ロットをはるかに超える価値を提供します。多くの金型は、複数の製品世代および設計変更を経ても引き続き生産性を維持します。厳格な品質基準で製造された鋼製金型は、通常、100万サイクルを超える寿命を達成します。また、比較的柔らかいアルミニウム製金型であっても、交換が必要になるまで数十万点の部品を生産できます。このような耐久性により、初期の金型投資は長期的な製造資産へと変化し、何年にもわたる生産期間を通じて継続的に価値を創出します。企業は、既存の金型をキャビティの調整、表面テクスチャの変更、あるいは寸法の更新などによって改修することが多く、その費用は新規金型開発費用のごく一部で済みます。
既存の金型を刷新・再利用できる能力は、製品ライフサイクル全体で拡大する追加的なコスト優位性を生み出します。設計変更が発生した場合、経験豊富な金型製作担当者は、挿入部品の交換、キャビティの溶接および再加工、あるいは表面テクスチャの変更などにより、金型全体の再構築を伴わずに変更に対応できることが多くあります。こうした改修費用は、新規金型開発費用の通常10~30%程度にとどまり、企業は市場からのフィードバックに迅速に対応したり、設計の改善を実施したり、仕様変更に柔軟に対応したりできる一方で、金型投資の大部分を維持することが可能になります。この柔軟性により、継続的改善サイクルを通じて製品が進化しても、カスタム射出成形は経済的に実行可能なままであることが保証されます。
素材効率と廃棄物の最小化
射出成形工程における高精度な材料使用
カスタム射出成形は、切削加工などの減材製造手法では達成できないほどの材料効率を実現します。通常、発生する廃棄物はランナー系および occasional startup scrap(初期成形時の不良品)に限定されます。この工程では、正確な樹脂量が加熱されたバレルに計量され、仕様通りに溶融された後、制御された体積で閉じた金型キャビティ内に注入されます。ここで投入されたすべてのグラムが、最終製品の成形に直接寄与します。CNC機械加工では、材料の除去によって原料の50%を超える廃棄物が発生することも珍しくなく、鋳造プロセスでは広範な二次加工が必要となるのに対し、射出成形では投入された原材料の大部分がそのまま販売可能な製品へと変換されます。このような高効率性は、特に高価格帯のエンジニアリンググレード樹脂を用いる場合において、直接的なコスト削減につながります。
現代のホットランナーシステムは、本来廃棄または再粉砕しなければならないランナーチャネル内の固化プラスチックを排除することで、材料効率をさらに向上させます。初期の金型コストは増加しますが、ホットランナー技術は射出成形機のノズルからキャビティゲートに至るまでの溶融プラスチック通路を維持し、実際の成形品分の体積のみが材料を消費するようにします。小型高精度部品の大規模生産においては、コールドランナー方式と比較して、ホットランナーシステムにより材料消費量を15~30%削減できます。数百万単位の生産ロット全体で積み重ねられた材料削減効果は、非常に大きなコスト削減をもたらし、追加の金型投資を短期間で十分に回収可能となります。特に高価なエンジニアリング熱可塑性樹脂や特殊配合材を加工する場合にその効果は顕著です。

再生粉砕材の統合およびクローズドループ材料システム
カスタム射出成形で使用される熱可塑性樹脂は、リグラインドの統合を通じて実効的な材料コストをさらに削減するという特有の再利用可能性の利点を提供します。ランナー、スプルー、および不良品は均一なペレット状に粉砕され、通常は用途要件および材料仕様に応じて15~30%の範囲で製造工程へ再導入されます。このクローズドループ方式により、本来廃棄物となるはずの材料が再利用可能な原料へと変換され、未使用樹脂(バージンレジン)の購入コストおよび廃棄処分コストを同時に削減します。厳密な工程管理により、リグラインドの統合が部品品質を維持しつつ、測定可能な材料コスト削減を実現します。
高度な材料ハンドリングシステムは、リグラインド処理およびブレンドを自動化し、作業員の関与を最小限に抑えながら、一貫した材料特性を維持します。射出成形機横設置型のグラニュレーターは、ランナーおよび不良品を即座に処理し、均一なリグラインドを生成します。その後、自動ブレンドシステムが、このリグラインドを新品樹脂と正確な比率で混合して射出ユニットへ供給します。このような統合により、溶融特性および成形品品質の一貫性が確保されるとともに、材料の有効利用率が最大化されます。大量生産施設では、リグラインドシステムによって実質的な材料コストを10~20%削減することが可能であり、生産量および樹脂価格に応じて、年間数十万ドルから数百万ドル規模のコスト削減効果が得られます。こうした材料効率の向上は、製品のライフサイクル全体を通じて継続的に蓄積されるコスト優位性を意味します。
人手作業の自動化および生産速度の向上
自動化された成形サイクル効率および最小限の人間介入
カスタム射出成形は、手作業中心の製造工程と比較して、部品単位の労働コストを劇的に削減する自動化レベルで稼働します。適切に設定および検証された後、最新の射出成形機は完全な生産サイクルを自律的に実行し、人手による介入は主に材料の補充、品質サンプリング、および定期的な保守点検に限定されます。一般的な部品のサイクルタイムは15秒から2分程度であり、これらの機械は最小限の監視下で複数シフトにわたり連続的に部品を生産します。このような自動化機能により、1人のオペレーターが同時に複数台の機械を監督することが可能となり、1シフトあたり数千個の部品に労働コストを分散させることができます。
この自動化による経済的影響は、労働力要件を他の製造方法と比較した際に特に顕著になります。CNC加工では工具交換、プログラム調整、部品の取扱いなどに専任のオペレーターが常時対応する必要がありますが、手作業による組立工程では作業員が継続的に関与する必要があります。一方、射出成形機は一貫した精度で反復的なサイクルを実行し、定期的な監視のみを必要とするため、単一の熟練技術者がサイクル時間および部品取扱い要件に応じて3台から6台の射出成形機を効果的に管理できます。これにより、1シフトあたり数千個の部品を生産することが可能です。このような労働効率性は、部品単位の労働コストをドル単位ではなくセント単位で測定できる水準へと押し下げ、労働集約型市場において大きな競争優位性を創出します。
統合自動化および無人運転製造
高度なカスタム射出成形設備では、ロボットによる部品ハンドリング、自動検査システム、および洗練された工程監視をますます統合し、真の「ライトアウト製造(無人運転製造)」能力を実現しています。協働ロボット(コボット)は成形完了品を金型から取り出し、検査治具へ部品を配置し、承認済み製品を人手を介さずに梱包します。マシンビジョンシステムは、サイクル時間内に寸法検証および外観検査を実施し、不適合品を自動的に選別するとともに、統計的工程管理(SPC)データを蓄積します。こうした統合型自動化システムにより、夜間・週末・祝日を含む24時間365日の連続生産が可能となり、設備稼働率を最大化するとともに、プレミアムシフト労働コストを削減できます。
無人化製造のコスト優位性は、直接労務費の削減にとどまらず、設備利用率の向上および生産スケジュールの短縮にも及ぶ。射出成形機は多額の資本投資を要する設備であり、現代の電動プレスは、合計トン数および機能に応じて5万ドルから数十万ドルの価格帯で取引されている。生産稼働時間の最大化は、こうした資本投資に対する投資収益率(ROI)を直接向上させるとともに、新製品の市場投入までの期間(Time-to-Market)を短縮し、既存製品の納期リードタイムを短縮する。自動化運転により設備利用率を70~85%まで高めることに成功した工場は、単一シフトでの手作業運転に限定された同規模の工場と比較して、単位あたりの経済性(Unit Economics)が大幅に向上する。このように改善された資本効率によって、自動化導入への投資回収期間は、通常12~24か月以内に達成される。
拡張性および量産経済性
多キャビティ金型および指数関数的な生産性向上
カスタム射出成形は、1回の機械サイクルで複数の同一部品を生産するマルチキャビティ金型設計により、優れた生産スケーラビリティを実現します。メーカーは、追加の機械への投資や直線的な生産制約を受け入れる代わりに、2個、4個、8個、16個、さらには32個のキャビティを備えた金型を指定できます。これらのキャビティは、各射出ショットごとに同時に充填されます。32秒のサイクルタイムで1サイクルあたり8個の部品を生産する場合、単一機械から1時間あたり960個の部品が得られ、単一キャビティ金型では1時間あたりわずか120個しか得られないのと比較して、大幅な増産が可能です。この乗算効果により、各キャビティにおける品質の一貫性を維持しつつ、部品単価の生産コストが劇的に削減されます。
多キャビティ金型の経済性は、初期の金型投資額が高くなるにもかかわらず、魅力的なコスト優位性をもたらします。たとえば8キャビティ金型は、シングルキャビティ金型に比べて50~70%程度高価ですが、成形サイクル時間当たりのコストは8分の1で部品を生産できるため、大量生産によって迅速な投資回収が実現します。需要の高い部品の場合、追加の金型投資は通常、最初の生産ロット終了時点で既に正のキャッシュフローを生み出し、以降のすべての生産において効率向上の恩恵を受けることができます。このようなスケーラビリティにより、カスタム射出成形は需要増加に対応可能となり、資本設備・工場面積・人件費などの資源を比例的に増加させることなく生産規模を拡大できます。これにより、単位製品原価の競争力を維持したまま、費用対効果の高い生産拡張の道筋が提供されます。
生産数量にわたる一貫性
品質のばらつきが生産速度や生産量の増加とともに増大する傾向がある他の製造プロセスとは異なり、適切に制御されたカスタム射出成形は、数百万回に及ぶ生産サイクルにおいても極めて優れた一貫性を維持します。閉型成形プロセス、精密な材料計量、および制御された冷却により、非常に再現性の高い成形条件が実現され、生産ロット全体を通じて事実上同一の部品が得られます。この一貫性により、高コストな二次加工が不要となり、品質検査の負荷が軽減され、顧客からの返品や保証請求も最小限に抑えられます。大量生産における射出成形の信頼性は、ジャストインタイム(JIT)生産戦略およびリーン在庫運用を可能にし、さらに総所有コスト(TCO)の削減に貢献します。
統計的工程管理(SPC)システムは、生産工程全体にわたり重要なパラメーターを監視し、条件の変化に応じて自動的に工程変数を調整することで、寸法精度および外観品質を維持します。最新の射出成形機では、1サイクルあたり数百ものデータポイント(例:射出圧力プロファイル、溶融温度、冷却時間、キャビティ充填バランスなど)を追跡します。このような包括的な監視により、予知保全のスケジューリングが可能となり、欠陥発生前の品質劣化を未然に防止するとともに、規制対象業界向けに工程能力の証拠を文書化して提供します。その結果として得られる品質の一貫性は、検査作業の労力を削減し、不良品発生率を1%未満に抑え、製品のライフサイクル全体にわたって顧客満足を確保します。こうした品質重視によるコスト優位性は、直接的な製造効率向上と相まって、包括的な経済的利益を創出します。
設計統合および二次加工工程の削減
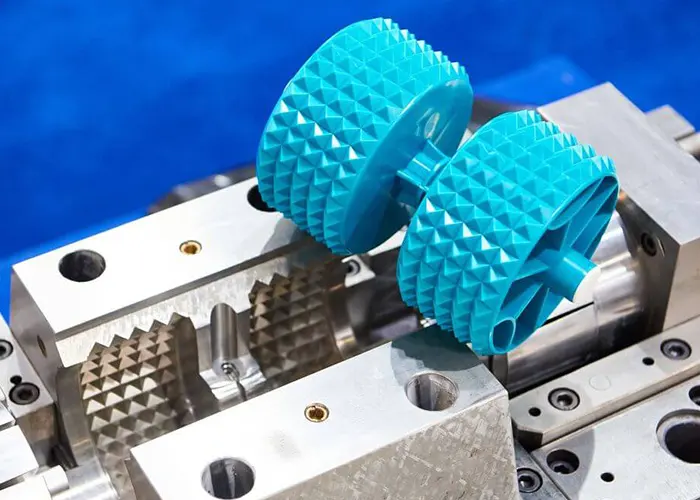
単一工程における複雑形状の成形
カスタム射出成形により、高度に複雑な三次元形状、精巧な表面ディテール、および単一の生産サイクル内での機能的要素の統合が可能になります。アンダーカット、ねじ部、リビングヒンジ、スナップフィット、テクスチャード表面、および高精度な寸法公差は、専門的な金型設計と工程最適化によって実現可能です。こうした多様な機能を統合した一体成形部品への集約化により、組立工程が不要となり、部品点数が削減され、サプライチェーン管理が簡素化されます。例えば、5つの別個の機械加工部品と4工程の組立作業が必要な構成が、単一の成形部品で実現できる場合が多く、製造コスト全体を劇的に低減できます。
部品の統合によるコスト削減効果は、製品ライフサイクル全体にわたり及び、製造費用、在庫管理、組立作業、および現地サービス要件に影響を与えます。個別の部品数が減少すれば、サプライヤー管理の負担が軽減され、品質管理が簡素化され、在庫保有コストが低下し、組立の複雑さも低減されます。カスタム射出成形技術を活用して専門的に設計された製品では、従来の組立工程中心の設計と比較して、部品点数を30~50%削減できることが多くあります。こうした削減は、製造コストの削減に直結するとともに、部品間接合部や締結部における潜在的な故障箇所を排除することで、製品の信頼性向上にも貢献します。
統合されたカラー、テクスチャー、仕上げ
カスタム射出成形は、金型から直接完成部品を製造するため、他の製造工程で発生する二次塗装・コーティング・仕上げ作業などのコスト増加や工程の複雑化を回避できます。顔料を配合した樹脂を用いることで、部品の断面全体に均一な色合いが得られ、表面処理による塗膜の剥離や摩耗による下地露出といった問題を防止します。また、金型表面のテクスチャは成形品に正確に転写されるため、高光沢仕上げからレザーグレイン(革目)テクスチャまで、追加工を必要とせずに実現可能です。この統合型仕上げ機能により、製造工程数が削減され、生産期間が短縮されるだけでなく、塗装や電気めっき工程に伴う環境規制対応コストも不要になります。
統合仕上げの経済的メリットは、外観品質が市場での成功に直接影響を与える大量生産向け民生品および化粧品用途において、特に顕著になります。塗装工程を排除することで、塗料や塗装作業にかかる直接コストのみならず、乾燥用オーブン、換気設備、廃棄物処理、環境許認可などに関連する費用も削減できます。複数の色を必要とする製品では、オーバーモールドおよびツーショット成形技術を用いることで、単一の製造工程内で複雑なカラーコンビネーションや材質特性の変化を実現できます。こうした高度なカスタム射出成形能力により、従来の製造および仕上げ工程では達成できないデザインの自由度とコスト効率が実現されます。
よくあるご質問(FAQ)
カスタム射出成形が経済的に採算が取れる生産数量はどの程度ですか?
カスタム射出成形は、通常、5,000~10,000個を超える生産数量でコスト効率が高まりますが、正確な閾値は部品の複雑さ、材料費、および代替製造手法によって異なります。初期の金型投資により損益分岐点が設定され、生産数量の増加に伴ってその分岐点は有利な方向へとシフトします。金型費用が比較的安価な単純な形状の場合、経済的な採算性はより少ない数量から得られる可能性がありますが、複雑な多腔金型では、投資を正当化するためにより多くの生産数量が必要となります。総生産予測数量が50,000個を超えるプロジェクトでは、ほぼ常に射出成形の経済性が優れています。一方、3,000個未満のプロジェクトでは、積層造形(アディティブ・マニュファクチャリング)や切削加工などの代替手法の方がコストメリットが高い場合が多くなります。
材料選定は、カスタム射出成形のコスト効率にどのような影響を与えますか?
材料選定は、カスタム射出成形における部品単価およびプロジェクト全体の経済性に大きく影響します。ポリプロピレンやポリエチレンなどの汎用熱可塑性樹脂は、1ポンドあたり通常2ドル未満と最も低い材料コストを実現し、コスト感度の高い用途に最適です。ナイロン、ポリカーボネート、アセタールなどのエンジニアリング樹脂は、3~8ドル/ポンド程度の適度な価格プレミアムで優れた機械的特性を提供します。PEEKや液晶ポリマーなどの高機能ポリマーは、1ポンドあたり50ドルを超える場合もありますが、金属代替や極端な環境耐性が求められる用途において、その投資を正当化できます。射出成形の材料効率の高さにより、部品の性能要件がこれらの独特な特性を必要とする場合、高価な樹脂であってもコスト効果を維持できます。
設計変更が頻繁に必要な製品において、カスタム射出成形は依然としてコスト効果を維持できますか?
カスタム射出成形は、戦略的な金型構築および改修手法を通じて設計の進化に対応できますが、頻繁かつ大幅な変更を加えると、コスト優位性が損なわれる可能性があります。交換可能なインサートを備えたモジュール式金型設計により、寸法調整、表面テクスチャの変更、機能追加などが可能で、その費用は新規金型製作投資額の15~30%程度に抑えられます。開発中の製品に対しては、硬化鋼と比較して初期投資が低く、改修も容易なアルミニウム製金型が有効です。ただし、金型寿命の短縮というトレードオフを、設計検証段階においては合理的に受け入れます。設計が安定した後は、硬化鋼製の量産用金型を採用することで、最大限の耐久性と部品単価の最小化を実現します。企業は、製品ライフサイクルの各段階に応じて金型戦略を最適化すべきであり、開発段階では試作用金型を活用し、設計検証によって市場適合性および販売数量予測が確立された後にのみ、量産対応金型への投資を行うべきです。
カスタム射出成形を評価する際に、企業が考慮すべき隠れたコストは何ですか?
明確な金型および部品ごとの製造コストに加えて、企業は射出成形の総合的な経済性を評価する際に、いくつかの追加要因を検討する必要があります。生産の空白期間中に金型保管料が積み上がることがありますが、多くの金型メーカーはサービス契約内で合理的な保管費用を含めて提供しています。試作サンプルの承認プロセスや初品検査(First-Article Inspection)には、量産開始前の時間とリソースが消費されます。材料の最小発注数量(MOQ)により、即時の生産需要を超える樹脂の購入を余儀なくされ、在庫保有コストが発生します。海外製造の場合の国際輸送は、運賃負担および納期の延長を招き、運転資金の要件に影響を与えます。量産開始後に品質問題が発覚した場合、金型の改修や部品の再加工が必要となり、プロジェクト予算に影響を及ぼす可能性があります。包括的なコスト分析には、これらの要因を直接的な製造費用とともに考慮し、正確な財務予測および適切なベンダー選定を実現する必要があります。
