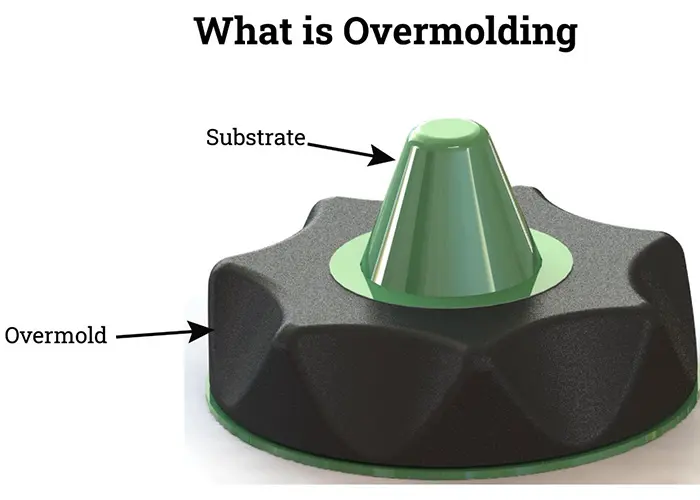
製造効率は、今日の急速に変化する生産環境において競争優位性を左右する極めて重要な要因です。企業が事業規模を拡大し、より高い生産量を追求する中で、採用する製造技術の選択は、生産性指標および最終的な業績(利益)の両方に直接影響を与えます。利用可能な多様な生産手法の中では、 オーダーメイドの注射型 カスタム射出成形が、大量生産という状況に内在する多くの効率性課題に対処する革新的なソリューションとして注目されています。この製造手法は単なる部品の複製を超えた機能を提供し、特定の生産要件に応じて設計されたエンジニアリングソリューションを提供するとともに、大量生産が要求するスピードと一貫性を維持します。
量産における効率向上を実現する上で、カスタム射出成形が果たす役割について検討することは、製造経済学、業務フロー、および品質管理という製造業の根本的な側面に深く関係しているため、慎重な検討を要します。標準化されたパラメーターに従う汎用の成形手法とは異なり、カスタム射出成形では、生産ロットの正確な仕様に合わせて金型、材料、および工程条件を意図的に設計・調整します。このような目的指向型の最適化により、成形サイクル時間の短縮、不良品の最小化、人件費の抑制など、製造プロセスの多方面にわたる効率改善の機会が生まれます。こうした効率改善が具体的にどのように実現されるかを理解するには、カスタマイズが測定可能な生産上の優位性へとどう転換されるのかという、特定のメカニズムを明らかにする必要があります。
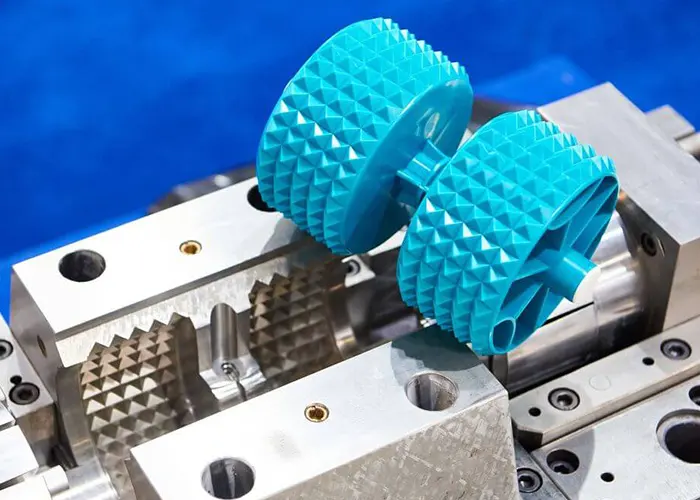
カスタムがもたらす効率化のメカニズム インジェクション成形 生産速度の向上
最適化された 金型設計 成形サイクル時間の短縮
カスタム射出成形における効率向上の基盤は、迅速な成形サイクルを重視した金型設計から始まります。一般的な金型が汎用的な冷却チャンネルや均一な肉厚を採用するのに対し、カスタム金型では、対象部品の形状および材料特性に特化して設計された高度な熱管理システムを導入します。部品の輪郭に沿って配置されたコンフォーマル冷却チャンネルにより、熱の均一な除去が実現され、冷却時間を延長し生産工程にボトルネックを引き起こす「ホットスポット」が解消されます。このような熱的最適化によって、従来の金型設計と比較して成形サイクル時間が15~30%短縮可能となり、部品の品質や寸法精度を損なうことなく、時間当たりの生産量を直接的に増加させることができます。
カスタム射出成形では、1回の射出サイクルで生産される部品数を最大化するマルチケイビティ構成の統合も可能になります。部品の形状、材料の流動特性、品質要件を慎重に分析することにより、金型設計者は、生産量と均一な充填パターンおよび最小限の不良率とのバランスを取った最適なケイビティ配置を決定できます。このような戦略的なケイビティレイアウトにより、生産性の向上が各ケイビティ間の品質ばらつきという代償を伴うことはなく、大量生産用途に不可欠な厳密な公差が維持されます。その結果、出力能力がケイビティ数に比例して増大し、部品ごとの品質の一貫性を保ちながら生産効率をスケールアップできます。
材質別プロセスパラメータのチューニング
カスタム射出成形における効率向上は、金型設計にとどまらず、特定の材料配合に合わせた射出パラメータの精密なキャリブレーションにも及びます。異なる熱可塑性樹脂は、それぞれ固有の流動挙動、結晶化速度、熱的特性を示すため、個別に最適化された加工手法が求められます。カスタム射出成形プロセスでは、射出圧力、溶融温度、保持圧力プロファイル、冷却速度といった各材料に特化した設定を採用することで、生産スピードと最終部品の機械的特性の両方を最適化します。このような高度なプロセス精緻化により、汎用的な成形セットアップでよく見られる試行錯誤方式が排除され、セットアップ時間の短縮、生産切替時の不良品発生の最小化、および初回サイクルからすべての生産ロットがピーク効率で稼働することを実現します。
リアルタイムのプロセス監視およびアダプティブ制御システムの統合は、さらにこの効率向上効果を高めます。 オーダーメイドの注射型 高度なセンサーが、キャビティ内圧力、溶融温度、冷却速度などの重要な工程変数をリアルタイムで監視し、得られたデータを制御アルゴリズムに送信します。このアルゴリズムはマイクロ秒単位で調整を行い、各射出成形サイクル全体にわたり最適な成形条件を維持します。このフィードバック制御(閉ループ制御)により、周囲環境の変動、材料ロット固有の特性、および機器の通常使用による摩耗などによる影響を自動的に補正し、長時間の連続生産においても一定のサイクルタイムと品質水準を維持します。その結果、設備稼働率を最大化し、品質問題のトラブルシューティングやパラメーター再調整に起因するダウンタイムを最小限に抑えた、安定的かつ予測可能な生産プロセスが実現されます。
設計統合による二次加工工程の削減
カスタム射出成形の最も重要な効率的優位性の一つは、二次加工工程を削減または統合できる点にあります。戦略的な部品設計および高度な成形技術を活用することで、従来であれば別途切削加工、組立、仕上げなどの工程を要していた機能を、成形部品そのものに直接統合することが可能になります。カスタム金型には、スライド、リフター、コラプシブルコアなどを組み込むことができ、これにより、アンダーカット、ねじ山、スナップフィット構造といった複雑な形状を、成形品の一体構造として実現できます。このような設計による機能統合によって、製造工程数が削減され、各工程間での部品搬送が不要となり、また複数の部品を組み合わせる際に生じる公差の累積も低減されます。
二次加工工程の削減による効率性への影響は、単純な時間短縮にとどまらず、品質向上および人件費削減にも及ぶ。製造工程が1工程増えるごとに、不良品発生、取扱いによる損傷、組立ミスなどのリスクが高まり、これにより不良品が発生し、品質検査に要するリソースが増加する。金型から直接より完成度の高い部品を成形することで、カスタム射出成形はバリューチェーンを合理化し、仕掛品在庫を削減し、物流の調整を簡素化する。こうした業務の簡素化がもたらす累積的効果として、設備総合効率(OEE)の向上、初回合格率(First-Pass Yield)の改善、および部品単価あたりの人件費低減が実現され、これらすべてが大量生産効率の向上に直接寄与する。
品質の一貫性とその生産効率への影響
寸法安定性および検査要件の低減
品質の一貫性は、生産効率において極めて重要である一方で、しばしば見落とされがちな側面です。カスタム射出成形は、大量生産をスムーズに進めるために不可欠な寸法安定性を実現する点で優れています。カスタム金型設計に内在する高精度エンジニアリングにより、数千回乃至数百万回に及ぶ生産サイクルにおいても、重要な寸法が厳密な公差範囲内に維持されます。この一貫性によって、品質検査の頻度およびその厳密度が低減され、製造業者はより小さなサンプルサイズおよびより長いサンプリング間隔で統計的工程管理(SPC)手法を適用できるようになります。検査負荷の軽減により、品質担当者は付加価値の高い業務に集中できるようになり、同時に不良品が下流の組立工程や最終顧客へと流出するリスクも低減されます。
カスタム射出成形によって達成される寸法予測性は、より制御されていない製造方法に典型的な寸法ばらつきに対応しづらい、自動化されたハンドリングおよび組立工程をも容易にします。ロボットによるピック・アンド・プレースシステム、自動視覚検査装置、機械化された組立ステーションなどは、部品の幾何形状および特徴部の位置が一貫して保持されている場合に、より信頼性高く動作します。このような自動化との互換性により、カスタム射出成形の効率性向上効果が倍増し、人的介入を最小限に抑えつつ生産を継続可能な「ライトアウト製造(無人運転製造)」の実現を可能にします。成形の一貫性と自動化能力との相乗効果は、それぞれ単独で達成可能な水準を上回る、全体的な生産効率の飛躍的向上をもたらす「力の倍増効果(フォース・マルチプライア効果)」を生み出します。
最適化されたランナーシステムによる材料ロスの削減
カスタム射出成形は、材料の使用効率という観点から、廃棄物を最小限に抑えつつ最適な充填特性を維持するよう精密に設計されたランナーシステムによって効率性を高めます。標準的な金型設計では、さまざまな材料や工程条件において確実なキャビティ充填を確保するために、過大なサイズのランナーおよびゲートが採用されることが一般的です。これに対し、カスタム射出成形では、流動シミュレーションソフトウェアと実証的試験を活用して、特定の部品形状および材料選定に対して完全かつ均一な充填を達成するための最小限のランナー寸法を決定します。この最適化により、各成形サイクルでランナーおよびゲート内に固化する材料の体積が削減され、材料コストおよび過剰なプラスチックを溶融・加工するために必要なエネルギーが低減されます。
ホットランナーテクノロジーは、適した用途においてランナー廃棄物を完全に排除する、カスタム射出成形原理の先進的な実装方法です。カスタム設計されたホットランナーシステムでは、加熱されたマニホールド内に溶融プラスチックを保持し、固体化したランナー(後に分離・再粉砕が必要な部品)を生成することなく、材料を直接成形品のキャビティへ供給します。ホットランナーシステムは初期金型費用が高額ですが、ランナー廃棄物の削減および冷却工程の省略によるサイクルタイム短縮により、大量生産における大幅な効率向上を実現します。ホットランナーテクノロジーの導入判断は、カスタム射出成形に特有の戦略的最適化アプローチを示すものであり、部品の生産寿命全体を通じて、初期のエンジニアリング投資が継続的な運用効率向上へと結びつくことを意味します。
大量生産におけるコスト効率と経済的影響
生産数量にわたる工学投資の償却
カスタム射出成形の経済的妥当性は、生産数量の増加とともに著しく高まり、大量生産用途に特に適しています。カスタム射出成形に必要な工学的検討および金型投資は、前倒しで発生するコストであり、製造される部品総数にわたり償却されます。数十万点あるいは数百万点規模の生産ロットにおいては、カスタム金型費用の部品単価あたり負担は無視できるほど小さくなり、一方で、各生産サイクルごとに部品単価あたりの効率向上効果が積み重なっていきます。このような経済構造は、ボリューム・レバレッジと工程最適化によって単位コストを最小化することを目的とする大量生産経済と完全に一致します。
単なるコスト償却を越えて、カスタム射出成形は、他の生産方法では達成できない目標原価構造の実現を製造業者に可能にします。短いサイクルタイム、二次加工の最小化、ロス率の低減、および労働力要件の削減という要素が組み合わさることで、生産量の増加に伴って有利にスケールするコストプロファイルが形成されます。製造業者は、カスタム射出成形を活用して、競争力のある価格戦略の実施や利益率の拡大、あるいはその両方を可能にする積極的なコスト目標を達成できます。このコスト競争力は、価格圧力に直面している業界、あるいは海外製造と競合している業界において特に重要です。国内の製造業者は、低コスト労働市場との競争において存続するために、効率性を最大限に高める必要があります。
設備のダウンタイムおよび保守負荷の低減
カスタム射出成形は、設備の信頼性および保守要件への影響を通じて、生産効率の向上に貢献します。用途に特化して設計された金型は、最適な運転条件から外れて使用される汎用金型と比較して、より均一な摩耗パターンと応力集中の低減を実現します。このような設計上の配慮により、金型寿命が延長され、保守作業の頻度が低下し、金型の修理または交換に伴う生産停止時間が最小限に抑えられます。設備稼働率が直接的に生産能力を左右する大量生産環境において、カスタム射出成形の信頼性向上は、全体設備効率(OEE)および設備利用率の実測可能な改善へと直結します。
適切に実施されたカスタム射出成形に固有の工程安定性は、成形機本体の摩耗も低減します。材料の要求特性および部品の形状に合わせて最適化された射出圧力、溶融温度、サイクルパラメータで運転することで、油圧システム、加熱素子、機械部品への負荷が最小限に抑えられます。このような穏やかな運転により、機械の保守点検間隔が延長され、保守コストが削減され、生産を停止させる予期せぬ故障および緊急修理の発生確率も低下します。大量生産プログラムの数年間にわたる寿命において、こうした信頼性向上効果は累積的に作用し、実質的な効率向上へとつながります。その結果として、稼働可能な生産時間の増加および製造設備の総所有コスト(TCO)の低減が実現されます。
現代の製造システムおよび業界標準との統合
リーン生産方式の原則との適合性
カスタム射出成形は、無駄の排除と継続的改善を重視するリーン製造手法と自然に整合します。適切に実施されたカスタム射出成形には、サイクルタイムの短縮、二次加工の最小化、不良率の低減といった特徴があり、これらはリーン思想で指摘される「7つのムダ」(過剰生産、待ち、搬送、過剰加工、在庫、動き、不良)のそれぞれに対応しています。必要なものだけを、必要なときに、品質ばらつきを最小限に抑えて生産することにより、カスタム射出成形はジャストインタイム生産戦略を可能とし、在庫に拘束される運転資金を削減しつつ、顧客需要の変動に対応するための柔軟性を維持します。
現代のカスタム射出成形プロセスはデータが豊富であるため、リーン製造の成功に不可欠な測定および継続的改善サイクルを支えることができます。プロセス監視システムは、成形サイクル時間、品質指標、材料消費量、設備性能などに関する詳細な情報を生成し、これらを分析することで改善機会を特定できます。このような可視性により、製造業者はカイゼンの原則を体系的に適用し、時間とともに累積して大きな効率向上を実現する、段階的なプロセス改良を行うことが可能になります。もともと高い効率性を備えた基本性能と構造化された改善手法を組み合わせることで、カスタム射出成形は、業務卓越性および競争力のある製造パフォーマンスを追求する企業にとって理想的な製造技術となります。
規制対応およびトレーサビリティ要件への対応支援
厳格な規制監督が適用される産業において、カスタム射出成形は、文書化およびトレーサビリティ要件への準拠を容易にすることで効率性を高めます。現代のカスタム射出成形システムに不可欠なプロセス制御およびモニタリング機能により、各生産ロットにおける重要な工程パラメーター、材料ロット番号、品質検証データを記録した生産記録が自動的に生成されます。この自動化された文書化により、手作業による記録管理の負担が解消され、文書化ミスのリスクが低減され、また規制当局や顧客から生産履歴情報の提出が求められた際の監査対応プロセスも簡素化されます。こうした自動化によるコンプライアンス支援によって得られる効率性は、医療機器、航空宇宙、自動車といった、文書化要件が極めて厳しく、非準拠の場合には重大な結果を招く規制対象産業において特に価値があります。
カスタム射出成形では、シリアル化およびトレース・アンド・トラック(追跡・管理)要件をサポートする部品のマーキングおよび識別機能を実装することも可能であり、追加の製造工程を必要としません。金型には、成形工程中に日付コード、部品番号、ロット識別子、あるいは個別のシリアル番号を直接成形品にエンボス加工する機能を組み込むことができます。この統合型識別手法により、二次的なマーキング工程が不要となり、かつ識別情報が永久的で、摩耗や意図的な除去に対しても耐性を持つことが保証されます。規制対象製品や複雑なサプライチェーンを伴う大量生産においては、このような内蔵型トレーサビリティ機能が、コンプライアンスの簡素化と運用上の複雑さの低減を実現する上で、顕著な効率向上をもたらします。
最大効率向上のための戦略的導入検討事項
製造性を考慮した設計(DFM)による効率化支援
カスタム射出成形の完全な効率性を実現するには、製品設計プロセスへの製造に関する検討を早期から組み込む必要があります。製造性を考慮した設計(DFM)の原則に従うことで、製品設計者は成形性能を最適化し、成形サイクル時間を最小限に抑え、金型の複雑さを低減する部品形状を設計できます。均一な肉厚、十分な抜き勾配、および戦略的に配置されたゲートといった特徴は、充填速度の向上、冷却の均一化、および成形品の容易な脱型を可能とし、これらすべてがサイクル時間の短縮と品質の一貫性向上に寄与します。製品開発段階において設計チームが成形の専門家と連携することで、製品の機能性や外観を損なうことなく、大幅な効率改善を実現するための設計改良を特定・実施することが可能になります。
製造性を考慮した設計(DFM)アプローチは、個々の部品の形状にとどまらず、材料選定、公差仕様、外観要件といった戦略的な意思決定にも及ぶ。カスタム射出成形プロセスは、流動性に優れ結晶化速度が速い材料を設計者が指定し、成形プロセスの能力に合致する公差要件を設定し、二次加工を必要とせず金型から直接得られる表面仕上げを設計した場合に、最も効率的に機能する。こうした設計上の判断は、最終的な生産工程の効率性に直接影響を与えるため、カスタム射出成形の効率性は製造現場ではなく、製品の構想・詳細設計が行われる技術部門においてすでに始まっていることを示している。
サプライヤーとのパートナーシップおよび工程開発支援
量産向けのカスタム射出成形への移行は、豊富な工程知識と問題解決能力を備えた経験豊富な成形専門家との密接な連携によって、大きく恩恵を受けることができます。有資格の成形パートナーは、単なる生産能力の提供にとどまらず、金型設計の最適化、成形条件の推奨、および量産立ち上げ時に避けられない品質問題のトラブルシューティングといったエンジニアリング支援を通じて価値を提供します。このようなパートナーシップによるアプローチにより、安定的かつ効率的な生産への道筋が加速され、生産スケジュールの遅延や大量の不良品発生といった高コストのエラーリスクが低減されます。メーカーが成形サプライヤーを単なる取引先ではなく戦略的パートナーとして位置づけることで、カスタム射出成形への投資から最大限の効率性を引き出すことができるのです。
継続的な工程開発支援は、サプライヤーとのパートナーシップ価値を高めるもう一つの側面であり、時間の経過とともに効率性の向上を維持・拡大します。生産数量が増加し、市場環境が変化するにつれて、工程の洗練、コスト削減施策の実施、および素材や設計変更への対応といった改善機会が生まれます。技術力に優れた成形パートナーは、こうした継続的改善活動を主導することができます。彼らは多業種にわたる経験と専門技術を活かし、自社内のチームが見落としがちな改善機会を特定します。このような協働による工程最適化アプローチにより、部品の生産寿命全体を通じて、カスタム射出成形の効率性が引き続き向上し、初期の生産安定化後に頭打ちになることはありません。
よくあるご質問(FAQ)
カスタム射出成形への投資を正当化する生産数量はどの程度ですか?
カスタム射出成形は、通常1万個を超える生産数量において経済的に有利となります。ただし、正確な閾値は部品の複雑さ、材料費、および必要な金型の高度化レベルに依存します。カスタム方式に伴う初期の設計・金型費用は、生産数量に応じて償却されるため、一定数量以上を生産した段階で、単一部品あたりのコストが他の製造方法と競合する水準にまで低下します。数十万個から数百万個に及ぶ本格的な大量生産シナリオでは、カスタム射出成形が、利用可能なすべての製造技術の中で、ほぼ常に最も低い単価コストと最高の生産効率を実現します。企業は、自社の特定用途における経済的損益分岐点を算出するために、予想される生産数量全体にわたる直接・間接コストを含めた詳細なコストモデル化を実施すべきです。
量産用のカスタム射出成形金型を開発するにはどのくらいの期間が必要ですか?
カスタム射出成形用金型の開発期間は、通常、金型の複雑さ、キャビティ数、および必要とされるエンジニアリングのレベルに応じて8週間から16週間程度です。単純な単一キャビティ金型で、形状が比較的直線的・単純な場合は、より短い期間で完成可能です。一方、ホットランナー、コラプシブルコア、または厳密な公差要求といった高度な機能を備えた複雑な多キャビティ金型では、開発期間が延長されます。この期間には、金型設計、材料調達、機械加工および組立、初期試作(サンプリング)、および量産品質部品の実現に必要なあらゆる改良作業が含まれます。カスタム射出成形を導入する企業は、製品の市場投入スケジュールにおいてこうしたリードタイムを十分に考慮する必要があります。金型開発に要する初期の時間投資は、当該部品の生産寿命全体を通じて継続的な効率性向上をもたらします。
量産開始後に、カスタム射出成形で設計変更に対応することは可能ですか?
カスタム射出成形用金型は、金型の改造を通じて特定の種類の設計変更に対応可能ですが、その実現可能性およびコストは、必要な変更の性質と規模に依存します。金型キャビティから材料を除去する寸法調整(例:部品の肉厚増加や特徴部の拡大)は、一般に比較的容易かつ低コストです。一方、金属の追加を要する変更(例:部品の肉厚減少や新規特徴部の追加)は、より困難であり、溶接、インサートの取り付け、あるいはキャビティ全体の交換を必要とする場合があります。戦略的な金型設計では、将来的に発生が予想される変更シナリオに対応するため、調整可能な構造を組み込んだり、必要に応じて削り取れるよう余剰材料をあらかじめ確保したキャビティ設計を採用したりすることが可能です。製造メーカーは、成形部品に影響を及ぼす製品投入後の設計変更を検討する際、成形パートナーと密接に連携し、金型改造の対応能力および関連コストを事前に把握しておく必要があります。
規制対象産業におけるカスタム射出成形には、どのような品質基準が適用されますか?
規制対象産業向けのカスタム射出成形事業者は、医療機器向けのISO 13485、自動車用途向けのIATF 16949、航空宇宙部品向けのAS9100など、業界固有の品質マネジメント標準を遵守しなければなりません。これらの標準は、工程バリデーション、文書化、トレーサビリティ、継続的モニタリングに関する要件を定めており、重要な仕様を満たす部品を一貫して生産することを保証します。適格な成形サプライヤーは、関連する標準への適合を示す認証を取得・維持し、規制要件に対応する品質管理システムを導入しています。規制対象アプリケーション向けにカスタム射出成形サービスを調達する製造事業者は、サプライヤーの認証状況を確認し、その品質管理システムを監査するとともに、自社の特定産業およびアプリケーションにおける規制上の期待に合致する明確な仕様および受入基準を策定する必要があります。
