複雑な製品設計は、精度・一貫性・スケーラビリティを実現できる製造ソリューションを必要とする独自の課題を伴います。エンジニアおよび製品開発者は、常に オーダーメイドの注射型 複雑な形状、厳しい公差、多面的な機能要件に直面した際に、この製造手法に頼っています。このような選択は、複雑な設計に固有の根本的な課題——すなわち、精度、一貫性、スケーラビリティ——に対処するための基本的な利点に基づいており、他の製造方法では、同等のコストおよび品質水準でこれを再現することが困難です。
複雑な部品の製造環境は劇的に進化しましたが、カスタム射出成形は、医療機器から自動車システムに至るまで、あらゆる産業分野において依然として主流の選択肢です。この工程がこれほど広く採用される理由を理解するには、複雑さへの対応という点で、それが特有の技術的・経済的・運用的要因によっていかに優れた適性を備えているかを検討する必要があります。その理由は単なるコスト面の考慮を超えて、設計の自由度、材料の多様性、生産の再現性、および複数の機能を単一の部品に統合する能力——すなわち、複雑な設計を実際の製品へと具現化する際にエンジニアが直面する課題を直接解決する能力——にまで及びます。
設計自由度と幾何学的複雑性 能力
妥協のない三次元形状の再現
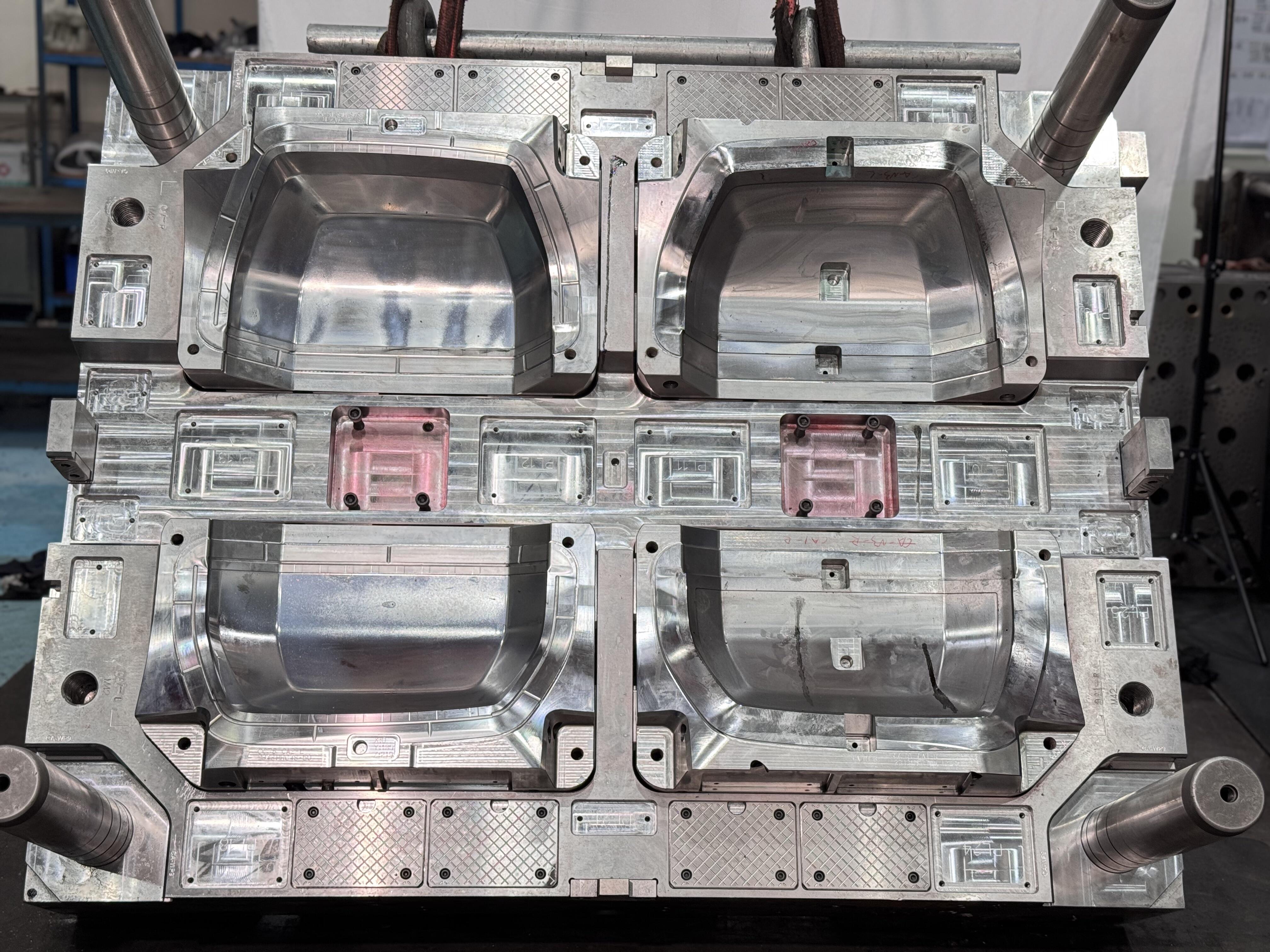
カスタム射出成形は、他の製造方法では極めて困難または不可能な複雑な三次元形状を再現するのに優れています。この工程では、高圧下で溶融ポリマーを精密機械加工された金型キャビティに注入し、幾何学的複雑さに関係なく、材料がすべての細部まで確実に流れ込むようにします。この能力により、エンジニアは、従来の製造手法では複数の組立工程を要するような、アンダーカット、内部流路、可変壁厚、および統合機能を備えた部品を設計することが可能になります。
金型設計そのものが、複雑さを管理するための設計図となります。経験豊富な金型製作技術者は、サイドアクション、リフター、コラプシブルコアなどの機構を組み込むことで、脱型が一見幾何学的に不可能に思われるような特徴を持つ部品の製造を実現できます。このような高度な金型技術により、 オーダーメイドの注射型 中空断面、ねじ込みインサート、スナップフィット接続、リビングヒンジを、単一の成形サイクル内で実現できます。このような設計自由度は、直接的に部品の軽量化、組立工程の削減、および機能性の向上につながります。
複雑な曲面における高精度寸法公差の達成
複雑な製品設計では、複数の表面および特徴部にわたり同時に寸法精度が求められることが頻繁にあります。カスタム射出成形では、材料選択および部品形状に応じて通常±0.05mm~±0.15mmの再現性のある公差を実現します。適切に設計・保守された鋼鉄またはアルミニウム製金型は数十万サイクルにわたって寸法安定性を維持するため、大量生産においてもこの高精度が一貫して保たれます。
複雑な部品がアセンブリ内で他のコンポーネントと正確に接合する必要がある場合、厳密な公差を維持する能力は特に重要となります。精密なスナップフィット構造を備えた電子機器用エンクロージャー、正確な流体通路が求められる医療機器、特定の位置合わせが不可欠な自動車部品などは、カスタム射出成形によって実現される寸法の一貫性から恩恵を受けます。このような公差制御能力により、下流工程における品質問題が低減され、不良率が最小限に抑えられ、複雑な設計が追加の後工程処理や調整を必要とせずに意図通りに機能することを保証します。
複数の機能を単一コンポーネントへの統合
カスタム射出成形が複雑な設計に適している最も説得力のある理由の一つは、機能統合が可能である点です。エンジニアは、単純な部品を複数組み合わせてアセンブリを構成する代わりに、複数の機能を単一の成形部品に集約できます。この集約により、部品点数が削減され、締結具が不要となり、組立時間が短縮され、接合部や接続部に起因する潜在的な故障箇所も排除されます。
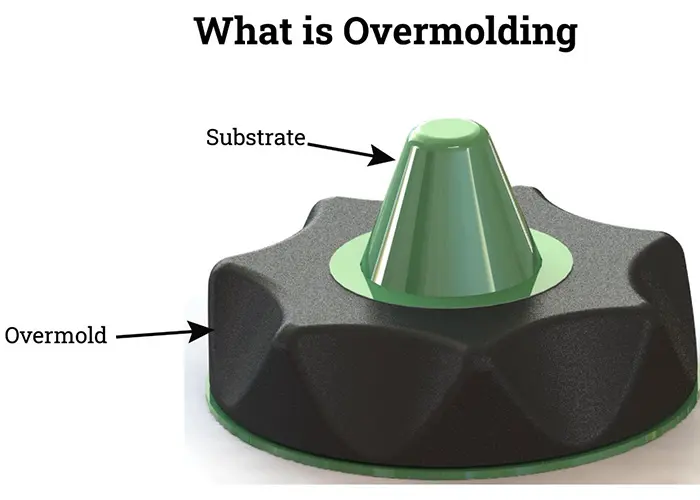
複雑な成形部品には、取付ボス、位置決め機能、ケーブル配線用チャンネル、シール面、外観上のディテールなどを同時に組み込むことができます。また、この工程では、硬質構造物の上にソフトタッチのグリップを形成するために複数の材料を順次成形する「オーバーモールド」や、金属部品をプラスチックハウジング内に封入する「インサート成形」が可能です。こうした多材料対応能力により、アセンブリベースの手法ではコスト面・技術面で実現が極めて困難または不可能なレベルの複雑さを実現できます。
複雑な性能要件に対応するための材料の多様性
特定の特性プロファイル向けの高度なポリマー選定
複雑な製品設計では、通常、化学耐性、熱的安定性、機械的強度、電気的特性、または生体適合性といった特定の材料性能特性が求められます。カスタム射出成形は、極めて広範な熱可塑性樹脂に対応しており、それぞれが固有の特性プロファイルを備えており、アプリケーション要件に正確に適合させることができます。ポリカーボネート、ABS、ナイロン、ポリプロピレンなどのエンジニアリングプラスチックや、PEEKや液体シリコーンゴムなどの特殊材料も、すべて射出成形装置で効果的に加工可能です。
この材料の多様性により、複雑な設計において幾何形状と性能の間で妥協を強いられることなく実現できます。医療機器部品は、USPクラスVI認証済み材料を用いて成形されながらも、流体管理のための精巧な内部構造を維持できます。自動車用センサーケースは、熱サイクル下での寸法安定性を確保するためにガラス充填ナイロンを採用しつつ、組立時に使用される繊細なクリップ構造を一体化できます。製造上の制約ではなく、最終用途における要件に基づいて材料を選択できるという点は、複雑な応用分野において大きな利点です。
マルチマテリアルおよびマルチカラー成形機能
多くの複雑な製品では、同一部品の異なる領域において、それぞれ異なる材料特性が要求されます。カスタム射出成形は、ツーショット成形、オーバーモールド、コインジェクションなどの高度な技術を用いることで、この要件に対応します。これらの手法により、組立工程を必要とせずに、単一の部品内に剛性材料と柔軟性材料、透明部と不透明部、あるいは導電性領域と絶縁性領域を組み合わせることが可能になります。
特に、2ショット成形は複雑な設計においてますます重要になっています。この工程では、まず一次基材を成形し、その後、金型内でそれを回転または再位置決めして、第二の材料を射出成形します。これにより、材料間で永続的な機械的結合(場合によっては化学的結合)が形成され、特性が段階的に変化する部品や、機能が明確に分かれた領域を持つ部品が得られます。応用例としては、硬質ハウジングにソフトタッチボタンを一体化した家電製品から、構造部材と装飾性表面を組み合わせた自動車内装部品まで幅広く及びます。このような複雑な多材料構成において二次組立工程を不要とすることで、コスト削減と信頼性向上の両方が実現されます。
強化および改質による付加価値向上
複雑な設計では、しばしば相反する要求——軽量性と構造的強度、あるいはコスト効率性と性能向上——に直面します。カスタム射出成形は、こうした矛盾を解消するための多様な材料改質に対応可能です。ガラス繊維強化は、複雑な形状の成形性をほとんど損なうことなく、剛性および強度を高めます。無機フィラー(ミネラルフィラー)は寸法安定性を向上させ、材料コストを削減します。難燃剤添加剤は、設計変更を伴わずに安全規制への適合を実現します。
これらの材料改良により、カスタム射出成形装置を用いた加工性が維持されるとともに、それらの特性向上は、そうでなければより重く高価な材料や全く異なる製造手法を必要としていたところです。エンジニアは、性能要件を満たすために必要な強化レベル、充填剤の種類、または添加剤パッケージを正確に指定できます。これにより、設計が要求する幾何学的複雑さも維持されます。このような材料配合における柔軟性こそが、カスタム射出成形が複雑な製品製造において主流となっているもう一つの理由です。
量産規模における経済的効率性
金型投資費用の量産による償却
カスタム射出成形用金型の初期金型投資は、高度な金型機構を要する複雑な形状の場合、特に高額になる可能性があります。しかし、この前期費用は、中~大量生産にわたって償却されることで、経済的に有利となります。金型が完成すれば、CNC切削加工や積層造形(アディティブ・マニュファクチャリング)などの代替製造プロセスと比較して、単位あたりの製造コストが劇的に低下します。このため、数千個を超える数量で複雑な部品を製造する場合には、カスタム射出成形が最もコスト効率の高い選択肢となります。
複雑な設計の場合、代替製造コストが数量にかかわらず高水準に留まるため、単純な部品と比較して、経済的な分岐点(トータルコストが最も低くなる生産数量)は、より少ない生産数量で到来することが多い。広範な機械加工時間や複数のアディティブ・マニュファクチャリング工程を要するような複雑な部品であっても、カスタム射出成形によって、意外に小規模な生産数量においてすでに経済的に実行可能となる。サイクルタイム効率は、部品のサイズおよび複雑さに応じて通常15~60秒の範囲であり、中規模の生産ロットでも、単位あたりのコスト面で有利な状況を実現できる。
二次加工および組立コストの削減
複雑なアセンブリは従来、多数の部品、締結具、接着剤および手作業を要する組立工程を必要としてきました。カスタム射出成形は、複数の部品を単一の成形部品に統合することにより、こうしたコスト要因の多くを削減または排除します。その経済的効果は、材料費および人件費の削減にとどまらず、在庫管理の複雑さの低減、品質保証要件の緩和、および個別の部品数が減少することに伴う物流コストの削減にも及びます。
複雑な設計において、スナップフィット接続、リビングヒンジ、または一体成型された取付機能を成形部品に直接組み込む場合、組立時間は数分から数秒へと短縮され、あるいは完全に不要になります。この人件費削減効果は、人件費の高い製造環境において特に顕著です。さらに、機械式締結具を排除することで、繰り返し発生する材料コストが削減されるだけでなく、製品の外観が向上し、故障の可能性のある箇所も減少します。カスタム射出成形によって製造される複雑な製品の総所有コスト(TCO)は、組立工程に依存する代替製造手法と比較して、しばしば大幅に低くなります。
材料使用効率および廃棄物最小化
カスタム射出成形は、除去加工法と比較して、非常に優れた材料効率を示します。この工程では、部品本体に加えてランナーおよびゲートに必要な分のみの材料を使用するため、これらの付属部品は通常、総材料消費量の20%未満を占め、多くは製造工程へ再びリサイクル可能です。実材から多大な切削加工を要する複雑な形状の場合、材料の節約効果は極めて大きくなります。
現代のカスタム射出成形工程では、ランナー系および不良品を直接粉砕・再処理して生産工程へ戻すクローズドループ式材料ハンドリングシステムが導入されています。この循環型アプローチにより、材料の廃棄を最小限に抑えつつ、一貫した材料特性を維持します。高価なエンジニアリングポリマーまたは特殊配合材の場合、このような効率性はプロジェクトの経済性に直結します。廃棄物発生量の最小化と高い材料利用率の両立により、複雑な部品製造においてカスタム射出成形は、経済的・環境的にも優れた選択肢となります。
生産の一貫性と品質保証
数千サイクルにわたる工程の再現性
複雑な製品設計では、製造の一貫性が求められ、いつ・どこで製造されたかに関わらず、すべての部品が同一の性能を発揮できることが保証される必要があります。カスタム射出成形は、この再現性において優れており、射出圧力、温度プロファイル、冷却速度、サイクル時間といった工程条件を精密なコンピュータ制御下で管理するためです。一度最適化・検証された工程パラメータは、数か月から数年に及ぶ量産期間において、最新式の射出成形機により、極めて小さなばらつきで再現されます。
この一貫性は、厳しい機能要件を有する複雑な設計において特に価値があります。外科用器具と正確な適合が求められる医療機器、内部部品の精密な位置合わせが求められる電子機器筐体、および一貫した組立特性が求められる自動車部品など、すべてにおいて、カスタム射出成形が持つ固有の再現性が活かされます。制御された成形プロセスによって達成可能な工程能力指数(Cpk値)は、多くの場合1.67を超え、厳しい要求条件を満たすアプリケーションにおいても、寸法変動が仕様限界内に十分収まることを示しています。
工程中モニタリングおよび品質管理の統合
現代のカスタム射出成形工程では、重要な工程変数をリアルタイムで追跡する高度な監視システムが導入されています。キャビティ内圧力センサーや溶融温度監視装置、自動寸法検証システムにより、不良品が発生する前に異常を検知します。複雑な設計においては、複数の特徴部が同時に仕様を満たす必要があるため、このような工程中品質保証によって、製造後の不良品検出にとどまらず、不適合部品の生産そのものを未然に防止します。
統計的工程管理(SPC)の統合により、製造業者は工具の摩耗、材料のばらつき、品質に影響を及ぼす環境要因など、潜在的な傾向を特定できます。実際の工程データに基づく予知保全スケジュールにより、金型は品質劣化が発生する前に保守・点検を受けることが保証されます。この能動的な品質管理アプローチは、成形後の内部構造や精密な幾何形状の検査が困難または不可能な複雑な設計において特に有効です。制御されたカスタム射出成形工程に内在する品質保証機能により、リスクが低減され、厳しい仕様への適合が確実に担保されます。
規制対応産業向けのトレーサビリティおよび文書管理
医療、航空宇宙、自動車分野における複雑な製品は、製造プロセスの完全なトレーサビリティを求める厳しい規制要件に直面しています。カスタム射出成形プロセスは、各生産ロットの原材料ロット番号、工程パラメータ、検査結果、環境条件などを記録する品質管理システムとシームレスに統合されます。この文書化機能により、ISO 13485、AS9100、IATF 16949 およびその他の業界固有の規格への適合が保証されます。
部品の故障が重大な影響を及ぼす可能性がある複雑な設計において、任意の部品をその特定の製造条件、材料ロット、および品質検証結果まで遡って追跡できる能力は、不可欠なリスク管理を提供します。自動データ収集システムにより、手作業による文書化ミスが排除されるとともに、規制当局の監査および顧客の品質要件を支援する永続的なデジタル記録が作成されます。カスタム射出成形工程を取り巻く成熟したトレーサビリティ基盤により、このプロセスは規制対象市場における複雑な製品に特に適しています。
スピード・トゥ 市場 およびデザイン反復の利点
迅速なプロトタイピングから量産への移行
複雑な製品設計では、量産用金型の製作に着手する前に、実物のプロトタイプによる検証が必要です。現代のカスタム射出成形ワークフローでは、アルミニウム金型や試作向けステンレス鋼金型といった迅速金型化手法を活用することで、この検証プロセスを効率的に進めることができます。これにより、量産時と同一の材料で成形された部品を短期間で得ることが可能になります。このような中間段階の金型を用いることで、設計の妥当性確認、組み合わせ試験(フィットテスト)、および機能評価を、最終製品の挙動を正確に反映しない他の成形プロセス(例:3Dプリントなど)で製作されたプロトタイプではなく、実際の射出成形部品を用いて行うことができます。
プロトタイプから量産への移行がスムーズになります。これは、製造プロセス自体は一貫して維持されるためであり、変更されるのは金型のみ——つまり、プロトタイプ用の金型から量産用の金型へと切り替えるだけです。この連続性により、開発段階と量産段階との間で製造方法を切り替えることに伴う不確実性が解消されます。エンジニアは、実際の成形条件のもとで複雑な設計を検証し、潜在的な製造上の課題を特定し、高価な量産用金型への投資に先立って成形性を最適化した形状設計を行うことができます。このようなリスク低減により、開発期間の短縮と最終製品の品質向上の両方が実現されます。
Moldflow解析による設計最適化
複雑な設計では、溶融プラスチックが複雑な金型キャビティ内をどのように流れるか、ウェルドラインがどこに形成されるか、冷却速度が寸法安定性にどのように影響するかを予測するコンピュータシミュレーションツールの恩恵を非常に大きく受けることができます。Moldflow解析ソフトウェアは、カスタム射出成形プロジェクトの開発において不可欠な存在となり、エンジニアが鋼材を加工する前に、設計のバリエーションを仮想的に試験できるようになっています。複雑な形状の場合、こうしたシミュレーションによって、CAD幾何形状のみでは明らかにならない可能性のある問題(例えば、空気トラップ、充填不良、反り、沈み目など)を特定することができます。
ゲート位置、ランナー系、冷却チャネル配置、壁厚分布を仮想的に最適化する能力により、試行錯誤による金型の修正と比較して、大幅な時間短縮とコスト削減が実現します。特に複雑な設計ではその恩恵が顕著であり、幾何学的特徴、材料の流れ、熱管理の相互作用は、設計の複雑さが増すにつれて直感的に予測することが極めて困難になります。Moldflow解析は、カスタム射出成形を経験則に基づく職人技から、予測可能なエンジニアリングプロセスへと変革し、開発リスクを低減するとともに、高度な製品の市場投入までの期間を短縮します。
設計変更および製品進化への柔軟性
射出成形用金型は多額の投資を要しますが、現代の金型設計では、予測される設計変更への柔軟性が組み込まれています。モジュール式金型構造により、金型全体を再構築することなく、特定のキャビティ部を交換することが可能です。インサート式設計は、局所的な特徴に対するコスト効率の高い変更を可能にします。バージョンアップや市場固有のバリエーションが見込まれる複雑な製品において、このような金型の柔軟性は陳腐化を防ぎ、製品ライフサイクル管理を支援します。
戦略的な金型設計計画により、交換可能なキャビティインサートやファミリ金型構成を採用することで、単一の成形サイクルで複数の関連部品を製造することが可能になります。このアプローチは、基本機能が共通でありながら、特定の機能が市場セグメントや顧客要件に応じて変化する複雑な製品ラインにおいて特に有効です。製品バリエーション間で共通の金型インフラを活用することで、金型投資総額を削減しつつ、複雑形状部品の製造においてカスタム射出成形が好まれる理由である製造上の利点を維持できます。
よくあるご質問(FAQ)
量産における複雑な設計に対して、なぜカスタム射出成形が3Dプリンティングよりも適しているのでしょうか?
3Dプリンティングは試作および極めて少量の生産に優れていますが、複雑な形状の量産においては、材料特性、表面仕上げ、寸法精度の一貫性、およびスケールによるコスト効率の観点から、カスタム射出成形が優れた選択肢となります。射出成形部品には、機械的特性が検証済みで、紫外線(UV)安定性および耐薬品性を備えた量産向けエンジニアリングポリマーが使用され、これらはほとんどの3Dプリンティング用材料の性能を上回ります。この工程では、目立つ層状痕のない滑らかな表面仕上げが得られ、すべての特徴部においてより厳密な公差を維持でき、生産数量が数千個を超えると単価コストが劇的に低下します。幾何学的な検証ではなく機能的性能が求められる複雑な設計においては、カスタム射出成形が、量産用途に求められる材料特性および一貫性を提供します。
部品の複雑さは、カスタム射出成形における金型費用にどのような影響を与えますか?
部品の複雑さは、金型アクションの数(スライド、リフター、コラプシブルコア)、キャビティ加工の精度、冷却チャネル設計の高度さ、および金型内のキャビティ数といったいくつかの要因を通じて、直接的に金型コストに影響を与えます。アンダーカットを有する複雑な部品では、単純な形状と比較して金型コストが数千ドル増加するようなサイドアクションが必要になる場合があります。しかし、この追加的な金型投資は、しばしば経済的であることが証明されます。なぜなら、代替案として複数の単純な部品を組み立てて同程度の複雑さを実現する場合、追加部品・締結部品・人件費などの継続的なコストが発生し、これらは金型投資の償却分を短期間で上回ってしまうからです。ほとんどの複雑な部品では、具体的な形状や代替製造方法に応じて、5,000~25,000個の生産量の範囲内で金型コストの損益分岐点に達します。
金型製作後でも、カスタム射出成形では設計変更に対応できますか?
金型製作後の設計変更の実現可能性およびコストは、必要な具体的な変更内容に大きく依存します。材料を追加する変更(凹部の作成や特徴部のサイズ縮小)は、通常、比較的容易です。これは、金型キャビティから追加の機械加工などにより鋼材を除去する作業で対応できるためです。 電子機器 一方、部品から材料を除去する変更(凸部の追加や特徴部のサイズ拡大)は、より困難です。これは、金型に鋼材を追加する必要があり、多くの場合溶接と再機械加工を伴うため、費用が高く、金型の寿命に悪影響を及ぼす可能性があるからです。戦略的な金型設計では、当初から若干 oversized(大きめ)に特徴部を構築し、あらかじめ「鋼材セーフ領域(steel-safe areas)」を計画することで、将来的な変更を予見・対応できます。進化が予想される複雑な設計の場合には、交換可能なインサートを用いたモジュラー式金型構造を採用することで、コスト効率の高い変更柔軟性を実現できます。経験豊富な金型設計者は、製品エンジニアと初期設計段階から密接に連携し、予測される製品の進化に対応できるよう、金型に適切な柔軟性を組み込みます。
なぜ医療機器および自動車産業は、複雑な部品の製造にカスタム射出成形を好むのでしょうか?
これらの規制産業では、複雑な部品の製造にカスタム射出成形が好まれており、その理由は、この工程が検証済みの再現性、包括的なトレーサビリティ、および厳格な規制要件および安全要件を満たす実績ある信頼性を提供するためである。医療機器メーカーは、文書化された特性を持つ生体適合性材料、滅菌との互換性、および数百万個に及ぶユニットにわたる一貫した性能を要求しており、これらは確立された検証プロトコルを備えたカスタム射出成形によって実現可能である。自動車用途では、熱サイクル、化学薬品への暴露、機械的応力に耐えながら、組立自動化のための精密な寸法を維持する部品が求められるが、これは射出成形の材料多様性および寸法の一貫性と完全に合致する要件である。両産業とも、長年にわたりカスタム射出成形を中心に発展してきた成熟した品質管理システム、故障モード分析ツール、およびサプライチェーン基盤の恩恵を受けており、これにより、複雑で安全性が極めて重要な部品の認定リスクが低減される。
