Сложные конструкции изделий создают уникальные задачи, требующие производственных решений, способных обеспечить точность, стабильность и масштабируемость. Инженеры и разработчики изделий неизменно обращаются к формование на основе инъекции при работе со сложными геометрическими формами, жёсткими допусками и многоаспектными функциональными требованиями. Такой выбор обусловлен фундаментальными преимуществами, позволяющими решать основные трудности, присущие сложным конструкциям — преимуществами, которые альтернативные методы производства не в состоянии воспроизвести на сопоставимом уровне затрат и качества.
Ландшафт производства сложных компонентов претерпел кардинальные изменения, однако индивидуальное литьё под давлением по-прежнему остаётся доминирующим выбором в отраслях — от медицинского оборудования до автомобильных систем. Понимание причин столь высокой значимости этого процесса требует анализа конкретных технических, экономических и операционных факторов, которые делают его уникально подходящим для изготовления сложных изделий. Эти причины выходят за рамки простых соображений стоимости и охватывают свободу проектирования, разнообразие применяемых материалов, воспроизводимость производственного процесса, а также возможность интеграции нескольких функций в один компонент — возможности, напрямую решающие ключевые проблемы, с которыми сталкиваются инженеры при воплощении сложных конструкций в физические изделия.
Свобода проектирования и геометрическая сложность Возможности
Воспроизведение трёхмерной геометрии без потери точности
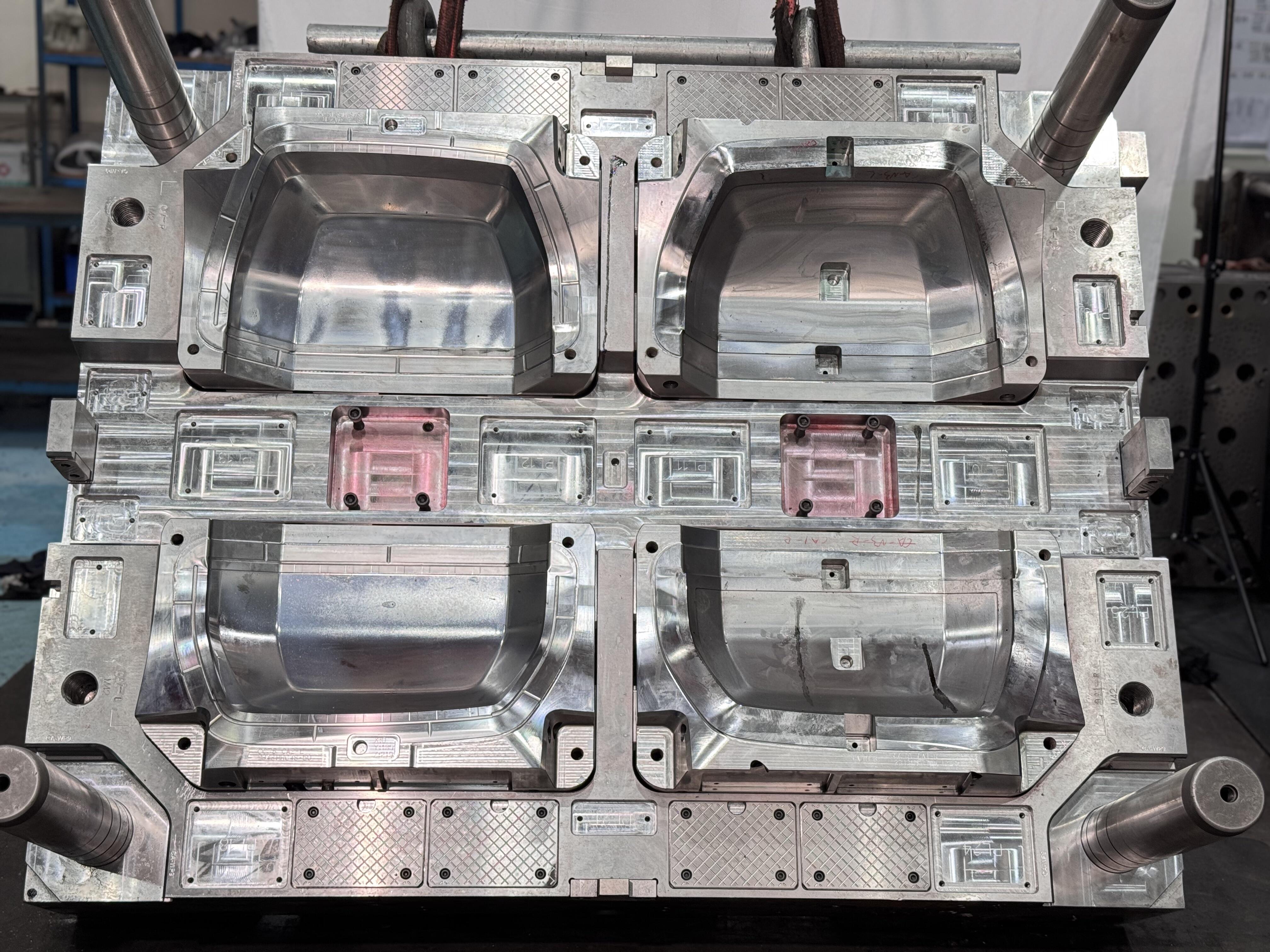
Индивидуальное литьё под давлением превосходно воспроизводит сложные трёхмерные геометрии, которые было бы чрезвычайно сложно или невозможно получить с помощью других методов производства. В этом процессе расплавленный полимер под высоким давлением вводится в точно обработанные полости пресс-формы, что позволяет материалу заполнить все детали независимо от степени геометрической сложности. Благодаря этой возможности инженеры могут проектировать компоненты со скосами, внутренними каналами, переменной толщиной стенок и встроенными функциями, для изготовления которых при традиционных методах производства потребовалось бы несколько операций сборки.
Сама конструкция пресс-формы становится «чертежом» для управления сложностью. Опытные изготовители пресс-форм могут включать боковые выталкиватели, подъёмники, сжимаемые стержни и другие механизмы, позволяющие выпускать элементы, демонтаж которых кажется геометрически невозможным. Такой высокий уровень технологичности оснастки означает, что формование на основе инъекции может обеспечить полые секции, резьбовые вставки, защелкивающиеся соединения и живые петли в рамках одного цикла литья под давлением. Такая свобода проектирования напрямую приводит к снижению массы компонентов, уменьшению требований к сборке и повышению функциональности.
Обеспечение высокой точности размеров на сложных поверхностях
Сложные конструкции изделий зачастую требуют соблюдения размерной точности одновременно на нескольких поверхностях и элементах. Индивидуальное литьё под давлением обеспечивает воспроизводимые допуски, обычно находящиеся в диапазоне от ±0,05 мм до ±0,15 мм, в зависимости от выбора материала и геометрии детали. Эта точность сохраняется стабильной в ходе крупносерийного производства, поскольку стальные или алюминиевые пресс-формы сохраняют свою размерную стабильность в течение сотен тысяч циклов при условии надлежащего проектирования и технического обслуживания.
Способность выдерживать строгие допуски становится особенно важной, когда сложные детали должны взаимодействовать с другими компонентами в сборках. Электронные корпуса с точными защёлкивающимися элементами, медицинские устройства, требующие чётко заданных путей движения жидкости, и автомобильные компоненты, нуждающиеся в определённой точности взаимного расположения, — все они выигрывают от размерной стабильности, обеспечиваемой индивидуальным литьём под давлением. Такая точность допусков снижает количество проблем с качеством на последующих этапах производства, минимизирует процент брака и гарантирует, что сложные конструкции функционируют так, как задумано, без необходимости трудоёмкой доработки или корректировки.
Интеграция нескольких функций в один компонент
Одной из наиболее убедительных причин, по которой индивидуальное литьё под давлением подходит для сложных конструкций, является его способность к функциональной интеграции. Вместо того чтобы создавать сборки из множества простых деталей, инженеры могут объединить несколько функций в одну отлитую деталь. Такое объединение снижает количество деталей, устраняет крепёжные элементы, сокращает время сборки и убирает потенциальные точки отказа, связанные со стыками и соединениями.
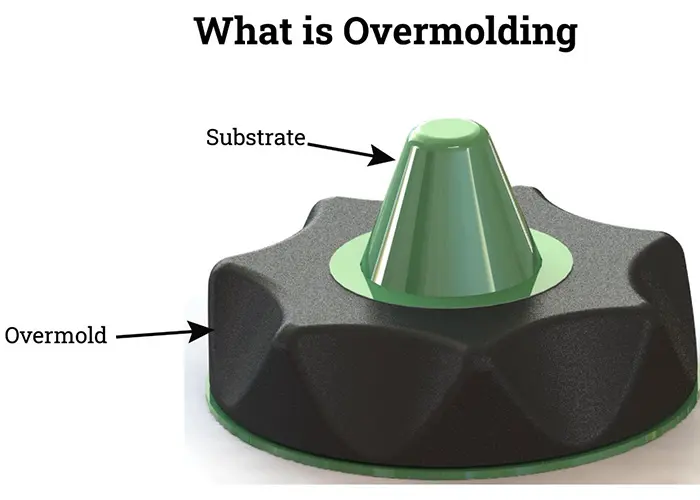
Сложные отлитые детали могут одновременно включать монтажные бобышки, элементы для точной ориентации, каналы для прокладки кабелей, уплотнительные поверхности и декоративные детали. Данный процесс позволяет выполнять двухкомпонентное литьё (over-molding), при котором несколько материалов последовательно формуются для создания мягких на ощупь ручек на жёстких основах, а также литьё с вставками (insert molding), при котором металлические компоненты полностью заключаются в пластиковые корпуса. Эти возможности работы с несколькими материалами обеспечивают уровень сложности, который при традиционных сборочных методах был бы чрезмерно дорогим или технически недостижимым.
Разнообразие материалов для выполнения сложных эксплуатационных требований
Передовой подбор полимеров для конкретных профилей свойств
Сложные конструкции изделий, как правило, требуют определённых характеристик материалов — химической стойкости, термостойкости, механической прочности, электрических свойств или биосовместимости. Индивидуальное литьё под давлением допускает использование чрезвычайно широкого спектра термопластичных материалов, каждый из которых обладает уникальным набором свойств и может быть точно подобран в соответствии с требованиями конкретного применения. Инженерные полимеры, такие как поликарбонат, АБС, нейлон, полипропилен, а также специальные материалы, например PEEK или жидкий силиконовый каучук, эффективно перерабатываются на установках литья под давлением.
Эта универсальность материалов означает, что при создании сложных конструкций не требуется компромисс между геометрией и эксплуатационными характеристиками. Компонент медицинского устройства может быть изготовлен методом литья под давлением из материалов, одобренных по стандарту USP Class VI, при сохранении сложных внутренних элементов для управления потоком жидкости. Корпус автомобильного датчика может быть выполнен из нейлона, наполненного стекловолокном, для обеспечения размерной стабильности при циклических термических нагрузках, одновременно включая тонкие защёлкивающиеся элементы для сборки. Возможность выбора материалов на основе требований конечного применения, а не ограничений производственного процесса, представляет собой значительное преимущество для сложных задач.
Возможности литья изделий из нескольких материалов и нескольких цветов
Многие сложные изделия требуют различных свойств материалов в разных зонах одного и того же компонента. Индивидуальный литьевой формовочный процесс решает эту задачу с помощью передовых технологий, таких как двухкомпонентное литьё, литьё поверх уже готовой детали (over-molding) и совместное литьё (co-injection). Эти методы позволяют комбинировать жёсткие и эластичные материалы, прозрачные и непрозрачные участки или проводящие и изолирующие области в одной детали без необходимости сборочных операций.
Двухкомпонентное литье, в частности, приобрело всё большее значение для сложных конструкций. В этом процессе сначала формуется основная заготовка, после чего она поворачивается или переустанавливается в форме для впрыска второго материала. Это обеспечивает образование постоянных механических и иногда химических связей между материалами, позволяя получать детали с постепенно изменяющимися свойствами или чётко выраженными функциональными зонами. Области применения охватывают широкий спектр: от потребительской электроники — например, кнопок с мягким тактильным ощущением, интегрированных в жёсткие корпуса, — до автомобильных интерьерных компонентов, сочетающих несущие элементы с эстетическими поверхностями. Исключение вторичных операций сборки для таких сложных комбинаций материалов снижает затраты и одновременно повышает надёжность.
Улучшение аддитивных технологий за счёт армирования и модификации
Сложные конструкции зачастую сталкиваются с противоречивыми требованиями — легкость против прочности конструкции или экономичность против повышенной производительности. Индивидуальный литьевой формовочный процесс позволяет вносить различные модификации материалов, устраняющие эти противоречия. Армирование стекловолокном повышает жесткость и прочность без существенного влияния на возможность формования сложных элементов. Минеральные наполнители улучшают размерную стабильность и снижают стоимость материала. Добавки антипиренов обеспечивают соответствие требованиям безопасности без изменения конструкции.
Эти улучшения материалов обеспечивают сохранение технологичности при использовании специализированного оборудования для литья под давлением, одновременно повышая эксплуатационные характеристики — в противном случае для достижения аналогичных результатов потребовались бы более тяжёлые и дорогостоящие материалы или принципиально иные методы производства. Инженеры могут точно задать требуемый уровень армирования, тип наполнителя или состав добавок, необходимых для выполнения требований к эксплуатационным характеристикам, сохраняя при этом геометрическую сложность, предъявляемую их конструкциями. Такая гибкость в формировании состава материала является ещё одной причиной того, почему литьё под давлением по индивидуальным техническим требованиям доминирует в производстве сложных изделий.
Экономическая эффективность при серийном производстве
Амортизация инвестиций в оснастку на объёме серийного производства
Первоначальные инвестиции в оснастку для индивидуальных пресс-форм для литья под давлением могут быть значительными, особенно при сложной геометрии деталей, требующей применения сложных механизмов пресс-форм. Однако эта первоначальная стоимость становится экономически выгодной при распределении на средние и высокие объёмы производства. После завершения изготовления пресс-формы себестоимость единицы продукции резко снижается по сравнению с альтернативными технологиями, такими как фрезерная обработка на станках с ЧПУ или аддитивное производство, что делает индивидуальное литьё под давлением наиболее экономически эффективным вариантом для изготовления сложных деталей тиражами свыше нескольких тысяч штук.
Для сложных конструкций экономическая точка пересечения зачастую достигается при меньших объемах производства по сравнению с простыми деталями, поскольку альтернативные затраты на производство остаются высокими независимо от количества. Сложный компонент, требующий значительных затрат времени на механическую обработку или нескольких операций аддитивного производства, становится экономически целесообразным при изготовлении методом индивидуального литья под давлением уже при удивительно скромных объемах выпуска. Эффективность цикла — обычно от 15 до 60 секунд в зависимости от размера и сложности детали — означает, что даже при умеренных объемах производства достигаются выгодные удельные экономические показатели.
Снижение затрат на вторичные операции и сборку
Сложные сборки традиционно требуют использования множества компонентов, крепёжных изделий, клеёв и трудоёмких процессов сборки. Индивидуальное литьё под давлением позволяет сократить или полностью устранить многие из этих статей расходов за счёт объединения нескольких деталей в одну отлитую деталь. Экономический эффект выходит за рамки экономии на материалах и трудозатратах и включает упрощение управления запасами, снижение требований к контролю качества, а также сокращение логистических затрат, связанных с управлением меньшим количеством отдельных компонентов.
Когда сложные конструкции включают защёлкивающиеся соединения, живые шарниры или интегрированные крепёжные элементы непосредственно в литой детали, время сборки сокращается с минут до секунд или исчезает полностью. Такое сокращение трудозатрат особенно существенно в условиях производства с высокими ставками оплаты труда. Кроме того, отказ от механических крепёжных элементов устраняет регулярные затраты на материалы, одновременно улучшая внешний вид изделия и снижая количество потенциальных точек отказа. Общая стоимость владения сложными изделиями, производимыми методом индивидуального литья под давлением, зачастую значительно ниже по сравнению с альтернативными решениями, требующими трудоёмкой сборки.
Эффективность использования материалов и минимизация отходов
Изготовление изделий методом литья под давлением по индивидуальному заказу демонстрирует исключительную эффективность использования материалов по сравнению с методами аддитивного производства. В этом процессе используется только тот объём материала, который необходим для изготовления самого изделия, плюс литниковые системы и питатели; как правило, эти компоненты составляют менее 20 % от общего расхода материала и зачастую могут быть повторно переработаны в производственном цикле. Для сложных геометрических форм, требующих обширной механической обработки из массивного заготовочного материала, экономия материалов становится значительной.
Современные операции литья под давлением по индивидуальному заказу используют замкнутые системы подачи материала, которые измельчают и повторно перерабатывают литниковые системы и забракованные детали непосредственно в производственном цикле. Такой замкнутый подход минимизирует отходы материала, сохраняя при этом стабильные физико-механические свойства материала. Для дорогостоящих инженерных полимеров или специальных композиций такая эффективность напрямую влияет на экономическую целесообразность проекта. Сочетание минимального образования отходов и высокого уровня использования материала делает литьё под давлением по индивидуальному заказу как экономически, так и экологически предпочтительным методом производства сложных компонентов.
Стабильность производства и обеспечение качества
Повторяемость процесса на протяжении тысяч циклов
Сложные конструкции изделий требуют стабильности производственного процесса, чтобы каждый компонент функционировал одинаково независимо от времени и места его изготовления. Индивидуальное литьё под давлением превосходно обеспечивает такую воспроизводимость, поскольку данный процесс осуществляется под точным компьютерным управлением параметров: давления впрыска, температурных профилей, скоростей охлаждения и продолжительности цикла. После оптимизации и верификации технологических параметров современные машины для литья под давлением воспроизводят эти условия с минимальными отклонениями в течение серийных производств, продолжающихся месяцы или даже годы.
Эта стабильность особенно ценна при изготовлении сложных изделий с жёсткими функциональными требованиями. Медицинские устройства, требующие точной подгонки к хирургическим инструментам, электронные корпуса, предъявляющие повышенные требования к точности взаимного расположения внутренних компонентов, и автомобильные детали, нуждающиеся в стабильных характеристиках сборки, — все они выигрывают от врождённой повторяемости индивидуального литья под давлением. Индексы способности процесса (значения Cpk), достигаемые при контролируемом литье, зачастую превышают 1,67, что означает, что размерные отклонения остаются значительно в пределах допусков даже для самых требовательных применений.
Контроль в процессе и интеграция систем обеспечения качества
Современные специализированные операции литья под давлением включают сложные системы мониторинга, отслеживающие критически важные параметры процесса в режиме реального времени. Датчики давления в полости формы, контроль температуры расплава и автоматизированные системы проверки геометрических размеров выявляют отклонения до того, как они приведут к получению бракованных деталей. Для сложных конструкций, где одновременно необходимо соблюсти требования по нескольким параметрам, такая контрольно-измерительная деятельность в ходе производства предотвращает изготовление несоответствующих компонентов, а не просто обнаруживает их после завершения производства.
Интеграция статистического управления процессами позволяет производителям выявлять тенденции, которые могут свидетельствовать об износе инструментов, вариациях материалов или влиянии внешних факторов на качество. Графики профилактического обслуживания, основанные на реальных данных процесса, гарантируют, что пресс-формы будут обслуживаться до начала ухудшения качества. Такой проактивный подход к управлению качеством особенно выгоден при изготовлении сложных изделий, где визуальный контроль внутренних элементов или детальных геометрических форм после литья затруднён или невозможен. Возможности обеспечения качества, заложенные в контролируемых операциях по индивидуальному литью под давлением, снижают риски и обеспечивают соответствие строгим техническим требованиям.
Прослеживаемость и документация для регулируемых отраслей
Сложные изделия, используемые в медицинской, аэрокосмической и автомобильной отраслях, подлежат строгим нормативным требованиям, предъявляемым к полной прослеживаемости производственного процесса. Процессы индивидуального литья под давлением интегрируются без проблем с системами управления качеством, которые фиксируют номера партий материалов, технологические параметры, результаты контроля и условия окружающей среды для каждой производственной партии. Такая возможность документирования обеспечивает соответствие стандартам ISO 13485, AS9100, IATF 16949 и другим отраслевым нормативным документам.
Для сложных конструкций, при которых отказ компонента может иметь серьезные последствия, возможность проследить любой элемент до конкретных условий его производства, партии материала и результатов проверки качества обеспечивает важнейшее управление рисками. Автоматизированные системы сбора данных исключают ошибки, возникающие при ручном документировании, и одновременно создают постоянные цифровые записи, которые поддерживают регуляторные аудиты и требования заказчиков к качеству. Зрелая инфраструктура прослеживаемости, окружающая операции по индивидуальному литью под давлением, делает этот процесс особенно подходящим для сложных изделий на регулируемых рынках.
Скорость выхода на Рынок и преимущества итераций проектирования
Быстрый переход от прототипирования к серийному производству
Сложные конструкции изделий требуют подтверждения с помощью физических прототипов до начала изготовления производственной оснастки. Современные процессы индивидуального литья под давлением обеспечивают такой переход за счёт быстрой оснастки, в которой используются алюминиевые формы или стальные инструменты прототипного уровня, позволяющие получать детали из материалов, применяемых в серийном производстве. Такие промежуточные инструменты позволяют подтвердить конструкцию изделия, провести проверку посадки и функциональную оценку с использованием реальных литьём под давлением полученных компонентов, а не прототипов, изготовленных другими методами, которые могут неадекватно отражать поведение готовой детали.
Переход от прототипа к серийному производству становится более эффективным, поскольку технологический процесс остается неизменным — меняются только оснастка (от прототипной до серийной). Такая преемственность устраняет неопределенность, связанную с изменением методов производства между этапами разработки и серийного выпуска. Инженеры могут проверять сложные конструкции в реальных условиях литья под давлением, выявлять потенциальные технологические проблемы и оптимизировать геометрию деталей с учетом требований литья до того, как будут затрачены значительные средства на изготовление дорогостоящей серийной оснастки. Снижение рисков ускоряет сроки разработки и одновременно повышает качество конечного продукта.
Оптимизация конструкции с помощью анализа литья в Moldflow
Сложные конструкции чрезвычайно выигрывают от использования программных средств компьютерного моделирования, позволяющих прогнозировать поведение расплавленного пластика при его течении по сложным полостям пресс-формы, места образования сварных швов, а также влияние скорости охлаждения на размерную стабильность. Программное обеспечение для анализа Moldflow стало неотъемлемой частью разработки проектов индивидуального литья под давлением, позволяя инженерам виртуально тестировать различные варианты конструкции до изготовления стальной пресс-формы. Для сложных геометрий такие моделирования выявляют потенциальные проблемы, такие как воздушные карманы, неполное заполнение, коробление или усадочные следы, которые могут быть неочевидны при анализе только геометрии CAD.
Возможность виртуальной оптимизации расположения литниковых отверстий, литниковых систем, каналов охлаждения и распределения толщины стенок позволяет значительно сэкономить время и средства по сравнению с дорогостоящими экспериментальными модификациями оснастки. Особенно выгодно использовать этот подход при сложных конструкциях, поскольку взаимодействие геометрических элементов, потока материала и теплового управления становится всё труднее предсказать интуитивно по мере роста сложности. Анализ в Moldflow превращает индивидуальное литьё под давлением из эмпирического ремесла в предсказуемый инженерный процесс, снижая риски разработки и сокращая сроки вывода на рынок сложных изделий.
Гибкость при внесении изменений в конструкцию и развитии продукта
Хотя литейные формы для литья под давлением представляют собой значительные капитальные вложения, современные методы проектирования оснастки предусматривают гибкость для учёта предполагаемой эволюции конструкции. Модульная конструкция форм позволяет заменять отдельные секции полости без полной перестройки всего инструмента. Конструкции на основе вставок обеспечивают экономически эффективные модификации локальных элементов. Для сложных изделий, которые, вероятно, будут обновляться по версиям или адаптироваться под специфические рынки, такая гибкость оснастки предотвращает её устаревание и способствует управлению жизненным циклом продукта.
Стратегическое проектирование пресс-форм позволяет обеспечить совместимость с несколькими вариантами изделий за счёт сменных вставок полости или конфигураций «семейных» пресс-форм, которые производят сразу несколько взаимосвязанных деталей в одном цикле литья. Такой подход особенно ценен для сложных продуктовых линеек, где базовая функциональность остаётся неизменной, а конкретные характеристики варьируются в зависимости от рыночного сегмента или требований заказчика. Возможность использовать общую инструментальную базу для различных вариантов изделий снижает совокупные капитальные затраты на оснастку, сохраняя при этом технологические преимущества, благодаря которым литьё под давлением с использованием специализированных пресс-форм предпочтительно для изготовления сложных деталей.
Часто задаваемые вопросы
Почему литьё под давлением с использованием специализированных пресс-форм более предпочтительно, чем 3D-печать, для производства сложных конструкций?
Хотя 3D-печать отлично подходит для прототипирования и изготовления очень небольших партий, индивидуальный литьевой метод становится предпочтительным при серийном производстве сложных изделий благодаря свойствам материалов, качеству поверхности, стабильности геометрических размеров и экономической эффективности в масштабе. Детали, полученные литьём под давлением, изготавливаются из промышленных инженерных полимеров с подтверждёнными механическими характеристиками, устойчивостью к УФ-излучению и химической стойкостью, превосходящими большинство материалов, используемых в 3D-печати. Данный процесс обеспечивает гладкую поверхность без видимых следов слоёв, позволяет соблюдать более жёсткие допуски по всем геометрическим параметрам и значительно снижает себестоимость единицы продукции при объёмах выпуска свыше нескольких тысяч штук. Для сложных изделий, где требуется не просто геометрическое соответствие, а функциональная работоспособность, индивидуальное литьё под давлением обеспечивает необходимые эксплуатационные свойства материалов и их стабильность, требуемые в условиях серийного производства.
Как сложность детали влияет на стоимость оснастки для индивидуального литья под давлением?
Сложность детали напрямую влияет на стоимость оснастки по нескольким факторам: количество требуемых действий пресс-формы (сдвижные элементы, выталкиватели, сжимаемые сердечники), точность обработки полости, сложность конструкции каналов охлаждения и количество полостей в пресс-форме. Сложная деталь с выемками может потребовать боковых действий, что увеличит стоимость оснастки на несколько тысяч долларов по сравнению с простой геометрией. Однако такой дополнительный инвестиционный расход в оснастку зачастую оказывается экономически оправданным, поскольку альтернативный вариант — изготовление той же сложности путём сборки нескольких более простых деталей — влечёт за собой повторяющиеся затраты на дополнительные компоненты, крепёжные изделия и трудозатраты, которые быстро превысят амортизированную стоимость оснастки. Для большинства сложных деталей точка безубыточности стоимости оснастки достигается при объёме выпуска от 5 000 до 25 000 единиц в зависимости от конкретной геометрии и альтернативных вариантов производства.
Может ли индивидуальное литьё под давлением учитывать изменения в конструкции после изготовления пресс-формы?
Возможность и стоимость внесения изменений в конструкцию после изготовления пресс-формы в значительной степени зависят от конкретного характера требуемой модификации. Добавление материала (создание углублений или уменьшение размеров элементов) обычно представляет собой простую задачу, поскольку для этого требуется удалить сталь из полости пресс-формы путём дополнительной механической обработки или Электроэрозионная Обработка . Удаление материала из изделия (добавление выступов или увеличение размеров элементов) оказывается более сложной задачей, поскольку требует добавления стали в пресс-форму — зачастую посредством сварки и последующей механической обработки, что связано с высокими затратами и может негативно повлиять на срок службы пресс-формы. Стратегический подход к проектированию пресс-форм предусматривает возможность предвидения потенциальных изменений: изначально элементы проектируются с небольшим запасом по размерам и предусматриваются так называемые «стальные зоны безопасности». Для сложных конструкций, подверженных дальнейшей эволюции, модульное исполнение пресс-формы с заменяемыми вставками обеспечивает гибкость изменений при минимальных затратах. Опытные конструкторы пресс-форм тесно взаимодействуют с инженерами-конструкторами изделий на начальном этапе проектирования, чтобы закладывать в оснастку необходимую гибкость, учитывающую прогнозируемую эволюцию продукта.
Почему медицинская и автомобильная отрасли предпочитают индивидуальное литьё под давлением для своих сложных компонентов?
Эти регулируемые отрасли отдают предпочтение индивидуальному литью под давлением для сложных компонентов, поскольку данный процесс обеспечивает подтверждённую воспроизводимость, полную прослеживаемость и проверенную надёжность, соответствующие строгим нормативным и требованиям безопасности. Производители медицинских изделий требуют биосовместимых материалов с документированными характеристиками, совместимостью со стерилизацией и стабильной работой в миллионах единиц — возможности, которые индивидуальное литьё под давлением предоставляет благодаря устоявшимся протоколам валидации. В автомобильной промышленности компоненты должны выдерживать термоциклирование, воздействие химических веществ и механические нагрузки, сохраняя при этом точные геометрические размеры для автоматизации сборки — требования, идеально соответствующие многообразию применяемых материалов и стабильности размеров при литье под давлением. Обе отрасли получают выгоду от зрелых систем управления качеством, инструментов анализа видов и последствий отказов (FMEA), а также инфраструктуры поставок, сформировавшихся вокруг индивидуального литья под давлением на протяжении десятилетий, что снижает риски квалификации сложных компонентов, критичных для безопасности.
Table of Contents
- Свобода проектирования и геометрическая сложность Возможности
- Разнообразие материалов для выполнения сложных эксплуатационных требований
- Экономическая эффективность при серийном производстве
- Стабильность производства и обеспечение качества
- Скорость выхода на Рынок и преимущества итераций проектирования
-
Часто задаваемые вопросы
- Почему литьё под давлением с использованием специализированных пресс-форм более предпочтительно, чем 3D-печать, для производства сложных конструкций?
- Как сложность детали влияет на стоимость оснастки для индивидуального литья под давлением?
- Может ли индивидуальное литьё под давлением учитывать изменения в конструкции после изготовления пресс-формы?
- Почему медицинская и автомобильная отрасли предпочитают индивидуальное литьё под давлением для своих сложных компонентов?
